 engelsk
engelsk 中文简体
中文简体Dybtryksmaskine: Sådan virker den, hvad den udskriver, og hvordan du vælger den rigtige
Hvordan en dybtryksmaskine faktisk fungerer
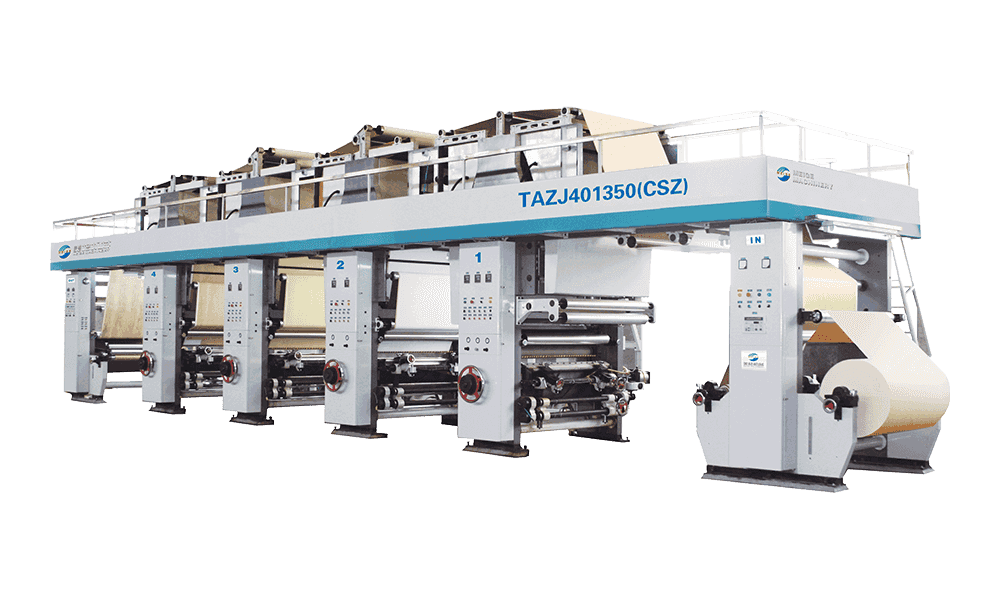
A dybtryksmaskine — også kaldet en dybtrykspresse eller dybtryksrotationspresse — overfører blæk til et underlag ved hjælp af en graveret cylinder. Det grundlæggende princip er ligetil: Overfladen af en forkromet kobbercylinder er indgraveret med millioner af små forsænkede celler arrangeret til at danne billedet. Cylinderen roterer gennem et blæktrug og fylder hver celle med flydende blæk. En rakel - et tyndt, stift stål- eller polymerblad, der holdes mod cylinderoverfladen - skraber derefter det overskydende blæk fra de ikke-billede (ikke-forsænkede) områder og efterlader kun blæk i de indgraverede celler. Når substratet passerer mellem den indgraverede cylinder og en gummibeklædt trykrulle, tvinger tryk substratet i kontakt med de blækfyldte celler og overfører blækket til materialet. Resultatet er et tryk, der opsamler blæk direkte fra den forsænkede billedbærer - den definerende egenskab ved dybtryk.
Denne proces gentages ved hver printstation på maskinen - én station pr. farve. En moderne dybtrykspresse til emballering har typisk 6 til 12 farvestationer arrangeret in-line, hver med sin egen graverede cylinder, blæksystem og tørreenhed. Banen af substrat (film, folie eller papir) passerer kontinuerligt gennem alle stationer med hastigheder fra 100 til over 500 meter i minuttet, og fremstår til sidst som et fuldt printet, flerfarvet produkt klar til efterfølgende konvertering, såsom laminering, opskæring eller posering.
Nøglekomponenter i en dybtrykspresse
At forstå, hvad hver del af maskinen gør, hjælper både med at evaluere udstyrsspecifikationer og diagnosticere problemer, når der opstår problemer med udskriftskvaliteten.
Dybtrykscylinderen
Den graverede dybtrykscylinder er hjertet i hele processen. En basisstålcylinder er galvaniseret med et lag kobber - typisk 100-150 mikrometer tykt - som derefter graveres ved hjælp af enten elektromekanisk diamant-stylusgravering eller lasergravering. Efter gravering er cylinderen forkromet til en hårdhed på 900-1.000 Vickers for at beskytte cellerne mod rakelslid under lange produktionsforløb. Cellernes geometri - deres dybde, bredde, åbningsvinkel og volumen - bestemmer, hvor meget blæk der afsættes og derfor den tonale tæthed og farvemætning af det udskrevne billede. Celledybder varierer typisk fra 12 til 45 mikron afhængigt af den krævede blækdensitet. Cylinderomkredsen bestemmer gentagelseslængden på printet, som skal matche posen, posen eller etikettens dimensioner i det endelige produkt.
Doctor Blade System
Rakelen er en kritisk præcisionskomponent, der skal opretholde ensartet, ensartet kontakttryk over hele cylinderens bredde. Klinger er typisk 0,10-0,20 mm tykt stål (eller nogle gange kulfiberkomposit til slibende substrater) og holdes i en klingeholder i en indstillet vinkel - normalt 55-65 grader i forhold til cylinderoverfladen. Bladets kontakttryk skal optimeres omhyggeligt: for let og resterende blæk på de ikke-billedlige områder forårsager uklarhed i baggrunden og prikker; for tung, og knivslid accelererer hurtigt, hvilket forkorter knivens levetid og øger risikoen for, at cylinderen ridser. Moderne dybtryksmaskiner omfatter lukket-sløjfe rakeltrykkontrol og oscillerende klingemekanismer, der fordeler slid jævnt over klingebredden, hvilket forlænger levetiden fra timer til skift eller endda hele produktionskørsler.
Aftryksrullen
Aftryksvalsen - en gummibeklædt rulle, der presser substratet mod den indgraverede cylinder - kontrollerer blækoverførselseffektiviteten og printens ensartethed på tværs af banen. Gummihårdhed (Shore A) vælges baseret på underlagstype og tykkelse: hårdere gummi (70–80 Shore A) til tykkere, stivere underlag; blødere gummi (55–65 Shore A) til tynde film og sarte materialer. Aftryksvalsens tilstand er en af de mest almindeligt oversete faktorer i dybtrykskvaliteten - en slidt, deformeret eller excentrisk aftryksrulle forårsager pletter på tryk, manglende prikker og inkonsekvent tæthed på tværs af udskriftsbredden. Aftryksvalser skal inspiceres og genslibes efter en defineret tidsplan baseret på driftstimer og underlagstype.
Ink Circulation og Doctor Blade Pan System
Dybtryksfarver er opløsningsmiddelbaserede eller vandbaserede væsker med lav viskositet - typisk arbejdsviskositet er 14-25 sekunder i en Zahn Cup 2 - som skal recirkuleres kontinuerligt for at opretholde ensartet viskositet, temperatur og farve under hele kørslen. Hver printenhed har en dedikeret blækbeholder, en recirkulationspumpe og et viskositetskontrolsystem, der automatisk tilføjer frisk blæk eller opløsningsmiddel for at opretholde målviskositeten, når opløsningsmidlet fordamper under produktionen. Viskositeten overvåges enten af inline-viskosimeter eller ved tidsindstillede kopmålinger, der tages af presseoperatøren med definerede intervaller. På moderne servodrevne maskiner er viskositetsstyringen fuldautomatisk og opretholder en nøjagtighed på ±0,5 sekunder over flere timers kørsler - hvilket direkte oversættes til ensartet blækfilmvægt og farvetæthed fra starten til slutningen af en produktionsrulle.
Tørringsenheder
Mellem hver farvestation passerer substratet gennem en tørretunnel, hvor opvarmet luft - typisk ved 60-120°C - fordamper opløsningsmidlet eller vandbæreren fra blækfilmen, før den næste farve påføres. Tilstrækkelig tørring mellem stationerne er kritisk: undertørret blæk kan forårsage blokering (lag klæber sammen på rullen), dårlig vedhæftning mellem lag, farvekontamination mellem stationer og opløsningsmiddelretention i det færdige produkt - et særligt problem i fødevareemballage, hvor resterende opløsningsmidler er underlagt strenge regulatoriske grænser. Tørresystemet repræsenterer en stor del af både maskinens energiforbrug og dens fodaftryk. Infrarød-assisteret tørrings- og varmegenvindingssystemer integreres i stigende grad i moderne dybtrykspresser for at reducere energiomkostningerne og overholde miljøbestemmelserne om emission af opløsningsmidler.
Typer af dybtryksmaskiner
Ikke alle dybtryk er bygget på samme måde eller designet til de samme applikationer. De vigtigste maskinkonfigurationer adskiller sig i, hvordan printenhederne er arrangeret, hvordan banen er trådet, og hvilket udvalg af substrater og formater de håndterer.
In-Line (Stack) Dybtrykspresser
I en konventionel in-line dybtrykspresse er trykenhederne arrangeret sekventielt langs en vandret eller let skrå bane. Substratet bevæger sig fra en afrulningsstand gennem hver printenhed i rækkefølge, med en tørreenhed mellem hver farvestation. Denne konfiguration er den mest almindelige for fleksibel emballageudskrivning, fordi den giver nem adgang til hver printenhed til cylinderskift, blækjusteringer og rengøring, og banen er ligetil nok til at minimere kompleksiteten til spændingskontrol. In-line presser til emballering har typisk 6–10 farveenheder med en maksimal banebredde på 800–1.400 mm og kører med hastigheder på 150–400 m/min afhængig af substrat og printkompleksitet.
Central Impression (CI) Dybtrykspresser
I en central aftrykskonfiguration er flere graverede cylindre arrangeret radialt omkring en enkelt stor central aftrykstromle i stedet for i en sekventiel linje. Substratet vikler sig rundt om den centrale tromle og passerer hver printstation på skift. Dette design giver enestående registreringsnøjagtighed, fordi substratet altid holdes mod den samme centrale tromle under al farveudskrivning - eliminerer banestrækningen og positionsdriften mellem stationer, der kan forårsage fejlregistrering i sekventielle in-line designs. CI-dybtrykspresser foretrækkes til ekstremt fint registerarbejde, såsom sikkerhedstryk, dekorativt højopløsningstryk og specialemballage, der kræver stramme farve-til-farve-pasningstolerancer under ±0,1 mm.
Publikation Gravure Presses
Publikationsdybtryksmaskiner er de største dybtrykspresser, der er fremstillet - designet til meget store tryk af magasiner, kataloger, indlæg og reklametillæg på papir. Disse maskiner har ekstremt brede baner (op til 4.000 mm eller mere), kører med hastigheder på 400-600 m/min og er typisk konfigureret med 4 farveenheder i CMYK til firefarvet procesgengivelse. Udgivelsesdybtrykspresser er kapitalintensive - en ny maskine kan koste 10-30 millioner dollars eller mere - og er kun økonomisk levedygtige i oplagslængder i titusinder af millioner eksemplarer. Deres brug er faldet markant i takt med væksten af digitale medier, men de er fortsat den mest omkostningseffektive udskrivningsmetode til ultra-høj-volumen periodisk produktion.
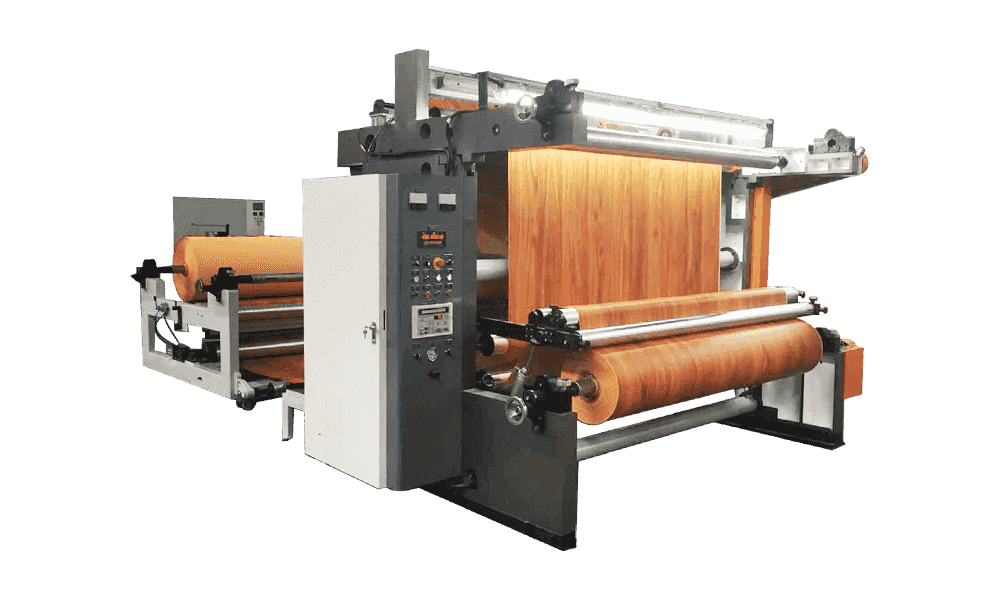
Specialiserede dybtrykspresser
Ud over emballering og publikation anvendes rotogravure-teknologi i specialiserede applikationer, herunder dekorativ udskrivning af trækorn og flisemønstre på laminater og gulve, sikkerhedstryk af valuta og pas, transfertryk af dekorative film og funktionelt tryk af ledende blæk i elektronikfremstilling. Disse applikationer bruger ofte specialkonfigurerede maskiner med specialiserede blækhåndteringssystemer, temperaturkontrollerede banebaner eller spændingskontroller, der er optimeret til det bestemte underlag - fra tykt dekorativt papir til ultratyndt 6 mikron aluminiumsfolie.
Hvilke underlag kan en dybtryksmaskine udskrive på?
Dybtryksprocessen er ekstremt alsidig med hensyn til substratkompatibilitet. Fordi den bruger lavviskøs blæk og skånsomt aftrykstryk, kan den udskrive på materialer, som andre processer kæmper med - herunder meget tynde film, metalliske folier og varmefølsomme substrater.
- Plastfilm: BOPP (biaksialt orienteret polypropylen), PET (polyester), BOPA (biaksialt orienteret nylon), CPP (støbt polypropylen), PE (polyethylen) - dybtryk på fleksible filmsubstrater er den største enkeltanvendelse af dybtryksmaskiner globalt, primært til fødevareemballage, emballage til forbrugsgoder og farmaceutiske poser.
- Aluminiumsfolie: Fra 6-mikron ultratynd folie til låg til farmaceutisk blisterpakning til 25-40 mikron folie til konfektureindpakning, dybtryk håndterer folietryk med ensartet dækning, som andre processer opnår med sværere.
- Papir og pap: Bestrøget og ubestrøget papirkvaliteter til udgivelse, etiketbeholdning og fleksibel kartonudskrivning. Dybtryks evne til at producere glatte halvtonegradienter på papir gør det til den foretrukne proces til højkvalitets magasinudskrivning.
- Laminerede og metalliserede film: Metalliseret BOPP, metalliseret PET og flerlagslaminater er almindelige dybtrykssubstrater i emballage til snacks og konfekture, hvor både barriereegenskaber og visuelle metalliske effekter er påkrævet.
- Ikke-vævede stoffer: Nogle specialdybtryksapplikationer involverer udskrivning på ikke-vævede polypropylen- eller polyesterstoffer til emballage til sundhedsprodukter, hygiejneapplikationer og salgsfremmende materialer.
- Dekorative underlag: Tykt papir, imprægneret dekorativt papir og PVC-film, der anvendes i møbellaminater og gulvprodukter, trykkes på dybtryksmaskiner, der er konfigureret specifikt til de høje belægningsvægte og store gentagelsesmønstre, der kræves i disse dekorative applikationer.
Dybtryk vs. flexografisk vs. offsettryk: nøgleforskelle
Disse tre processer dominerer kommerciel trykning og emballagetryk, og hver har en særskilt præstationsprofil. Forståelse af de praktiske afvejninger afgør, hvilket er det rigtige valg for en given applikation og volumen.
| Faktor | Dybtryk | Flexografisk | Offset (ark / web) |
| Billedbærer | Indgraveret metalcylinder | Fleksibel fotopolymerplade | Trykplade af aluminium |
| Cylinder / plade Pris | Høj ($300–$800 pr. cylinder) | Medium ($80-$300 pr. tallerken) | Lav ($20-$80 pr. tallerken) |
| Udskriftskvalitet | Fremragende tonale gradienter, ensartet tæthed | God til meget god, forbedres med HD plader | Fremragende til papir, begrænset på film |
| Minimum økonomisk kørselslængde | Meget lang (100.000 lineære meter) | Medium (10.000-50.000 m) | Kort til medium (afhænger af format) |
| Produktionshastighed | 150–500 m/min | 100–400 m/min | Ark: 10.000–18.000 ark/t |
| Substratfleksibilitet | Meget bred - film, folier, papir | Bred - film, bølgepap, etiketter | Primært papir og pap |
| Skiftetid | Lang (cylinderskift, blækvask) | Medium (plade- og ærmeskift) | Kort til medium |
| Bedst til | Højvolumen fleksibel emballage, udgivelse | Mellemvolumen emballage, etiketter, bølgepap | Papir, kartoner, kommercielt tryk |
Den grundlæggende økonomiske realitet ved dybtryk er dens høje præpressomkostninger amortiseret over meget store serielængder. Gravering af et komplet sæt 8-farve dybtrykcylindre til et nyt emballagedesign kan koste $3.000-$8.000 eller mere, sammenlignet med $500-$2.000 for et sammenligneligt flexo-pladesæt. Ved 500.000 lineære meters løbelængde bliver denne omkostningsforskel ubetydelig pr. Til kortere oplag er flexo næsten altid mere økonomisk på trods af dets lidt lavere maksimale printkvalitetsloft.

Trykkvalitetsfordele ved dybtryk
Rotogravure producerer printkvalitetsegenskaber, som virkelig er svære at matche med andre højhastighedsudskrivningsprocesser, især på specifikke tekniske områder, der betyder noget for førsteklasses emballage- og publikationsarbejde.
Glatte tonale gradienter og skyggetæthed
Fordi dybtryk aflejrer blæk fra fysiske celler af varierende dybde og område, kan den producere ekstremt glatte, kontinuerlige tonegradienter - fra det svageste højlys gennem mellemtoner til dybe, mættede skygger - uden de synlige prikmønstre, der karakteriserer halvtonebaserede udskrivningsprocesser. I premium konfektureemballager, kosmetiketiketter og publikationstryk, hvor fotografisk billedkvalitet forventes, er dybtryks evne til at gengive glatte hudtoner, madteksturer og atmosfæriske baggrunde en ægte konkurrencefordel. Skyggedensitetsværdier på 2,5-3,0 OD (optisk tæthed) kan opnås på dybtryk for mættede dybe farver sammenlignet med 1,7-2,0 OD typisk for flexo.
Konsistens på tværs af lange løb
Når først en dybtrykscylinder er graveret og et job er godkendt på pressen, forbliver farvetætheden og printkvaliteten ekstremt stabil i hele produktionskørslen - ofte hundredtusindvis af meter - fordi billedbæreren (den graverede cylinder) ikke ændres under kørslen. Ved flexo- og offsettryk kan pladekompression og slid forårsage gradvis densitetsdrift over lange serier. For mærkeejere med strenge farvestandarder og meget høje volumener er dybtryks løbe-længdekonsistens en væsentlig kvalitetssikringsfordel, der reducerer afvisningsraten og minimerer behovet for farvekorrektionsstop under produktionen.
Fin linje og serigrafi
Moderne lasergravering af dybtrykscylindre opnår skærmudskrifter på 200-300 linjer pr. cm (500-750 lpi ækvivalent), hvilket muliggør ekstremt fine detaljergengivelse - tekst så lille som 2-punkts kan gengives rent, og fint sikkerhedsmønstertryk kræver den opløsning, som kun graverede dybtrykscylindre kan levere konsekvent. Dette er grunden til, at dybtryk forbliver den foretrukne proces til seddeludskrivning, pas- og identitetsdokumentproduktion og andre sikkerhedsapplikationer, hvor gengivelse af fine detaljer er et krav om modstandsdygtighed over for manipulation.
Almindelige trykfejl på dybtrykspresser og deres årsager
Selv på velholdt udstyr har dybtryk et sæt karakteristiske defekter, som presseoperatører og kvalitetsteam skal genkende og løse hurtigt. At forstå årsagen hjælper med at lokalisere rettelsen hurtigere.
- Manglende prikker (springer over): Små områder af trykket vises som hvide pletter eller hulrum inden for faste eller tonede områder. Mest almindeligt forårsaget af blækketørring i cellerne før overførsel (blækviskositet for høj eller trykhastighed for langsom til tørretumblerens temperatur), eller af en snavset eller slidt aftryksrulle, der ikke presser substratet helt ind i visse celler. Nedjustering af viskositeten og kontrol af trykrullens tilstand er de første korrigerende trin.
- Doktorbladsstriber: Tynde linjer, der løber i maskinretningen (parallelt med banen) gennem printbilledet. Forårsaget af et hak, afslag eller indlejret partikel i rakelbladet eller af en hærdet blækpartikel, der sidder fast mellem bladet og cylinderoverfladen. Kræver udskiftning eller rengøring af klingen; vedvarende striber kan indikere kromskader på cylinderen, der kræver genforkromning.
- Uklarhed eller toning: En svag baggrund af blækfarve i ikke-billedområder — synlig som et farvestøbt på tværs af nominelt klare eller hvide områder af printet. Forårsaget af utilstrækkeligt rakeltryk eller en slidt klinge, der ikke længere rengør cylinderoverfladen. Forøgelse af knivtrykket eller udskiftning af kniven løser typisk dette øjeblikkeligt.
- Fejlregistrering: Farve-til-farve udskriftsjusteringsfejl, der får billedet til at virke sløret eller med farvede frynser omkring fine detaljer. Forårsaget af banespændingsudsving mellem printenheder, substratstrækning på grund af temperaturændringer i tørretumblerne eller slidte registerstyringssystemer. Kræver spændingssystemkalibrering, tørretumblertemperaturoptimering og potentielt registrere kontrolsystemvedligeholdelse eller -opgradering.
- Plettet: Ujævn, plettet blæktæthed i faste printområder - overfladen fremstår plettet i stedet for glat og ensartet. Almindelige årsager omfatter ujævn aftryksrullehårdhed (flade pletter eller slidte områder), inkonsistent substratoverfladeenergi eller blækviskositetsvariation over banens bredde. Inspektion og udskiftning af trykrulle sammen med viskositetskontrol er de primære korrigerende handlinger.
- Blokering: Trykte lag, der klæber til hinanden på spolen – registreres, når spolen er viklet af, og printoverfladen river i stykker eller overfører blæk til bagsiden af det tilstødende lag. Forårsaget af utilstrækkelig tørring mellem stationer eller utilstrækkelig sluttørring før oprulning. Reduktion af pressehastigheden, forøgelse af tørrerens lufttemperatur eller hastighed eller justering af blækformuleringen til en hurtigere tørrende opløsningsmiddelblanding er de korrigerende foranstaltninger.
Hvad skal man vurdere, når man køber en dybtryksmaskine
Uanset om du investerer i en ny dybtrykspresse eller køber en brugt maskine, er dette de specifikationsområder, der har størst indflydelse på produktionskapaciteten, printkvaliteten og de samlede ejeromkostninger.
Webbredde og gentagelsesområde for print
Maksimal banebredde bestemmer, hvilke formatstørrelser og hvor mange side-by-side printbaner maskinen kan håndtere. De fleste emballagedybtrykspresser er bygget i bredderne 800 mm, 1.000 mm, 1.100 mm eller 1.300 mm. En bredere maskine giver mere layoutfleksibilitet og bedre økonomi pr. kvadratmeter ved fuld webudnyttelse, men den koster mere, kræver større faciliteter og kræver bredere cylindre, der er tungere og dyrere at gravere. Udskriftsgentagelsesområdet - den minimale og maksimale cylinderomkreds, som maskinen kan acceptere - definerer rækken af færdige pose-, pose- eller etikethøjder, som maskinen kan producere. Et bredere gentagelsesområde giver mere planlægningsfleksibilitet, men kræver et mere komplekst design af cylinderholder og printenhed.
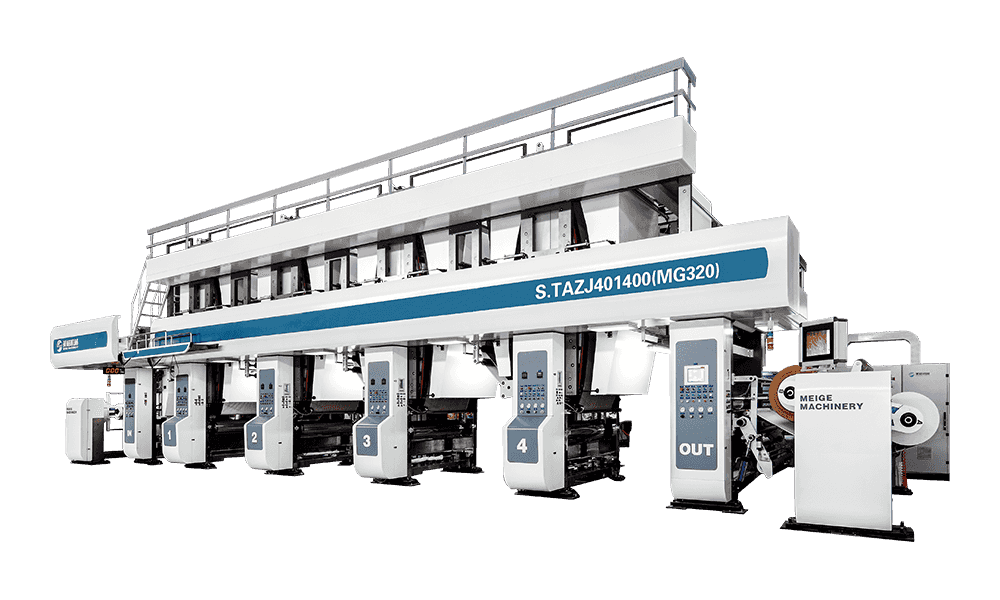
Antal farveenheder og pressekonfiguration
En 6-farvepresse dækker det meste emballagearbejde til generelle formål (CMYK plus to staffagefarver eller belægningsenheder). En 8-farvekonfiguration tilføjer fleksibilitet til kompleks emballage med flere mærkefarver, metalliske effekter, lakker eller in-line primer og laminering. 10- og 12-farvemaskiner bruges til de mest komplekse dekorative print eller multifunktionelle opgaver, der kræver print plus coating plus laminering i en enkelt omgang. Flere farveenheder betyder højere maskinomkostninger, længere omstillingstid, større energiforbrug og et længere pressefodaftryk — disse faktorer skal afvejes mod indtægterne fra den ekstra kapacitet.
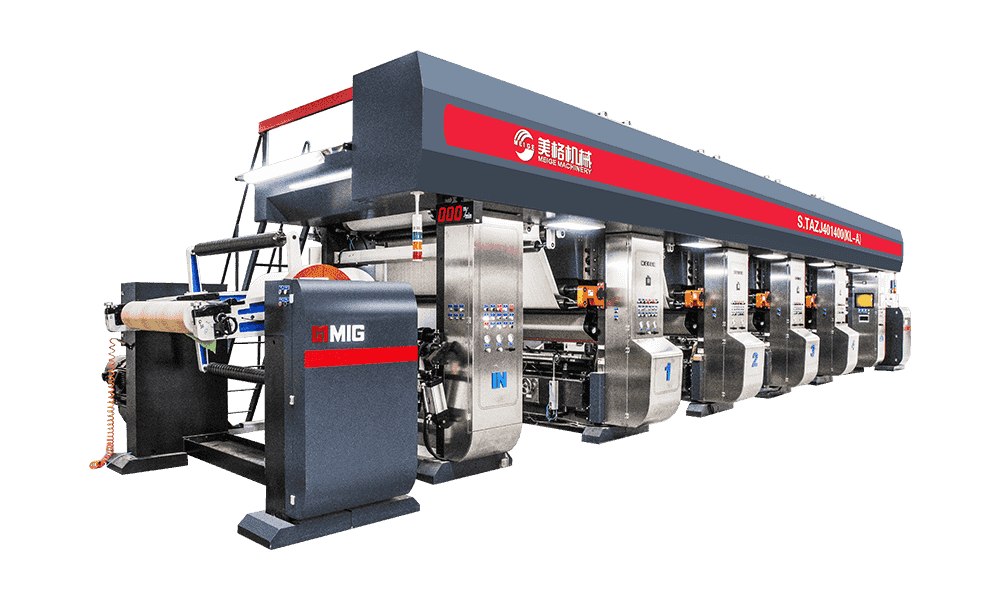
Drive System og Register Control Technology
Ældre dybtrykspresser brugte mekaniske lineakseldrev med pneumatisk eller hydraulisk registerkorrektion - disse systemer er robuste, men langsomme til at reagere på registerfejl og kræver betydelig operatørindgreb for at opretholde en stram farve-til-farve justering. Moderne presser bruger individuelle servodrev på hver printenhed med lukkede elektroniske registerkontrolsystemer, der overvåger registermærker mellem hver farve og foretager kontinuerlige mikrokorrektioner i realtid. Servodrevne presser med automatisk registerstyring kan opnå og opretholde ±0,1 mm registernøjagtighed på tværs af fuldhastighedsproduktion, hvilket dramatisk reducerer spild ved jobstart og muliggør hurtigere hastighedsstigning efter cylinderskift. Hvis du vurderer en brugt presse, er alderen og specifikationen af drev- og registersystemet lige så vigtig som den mekaniske tilstand af cylindrene og rullerne.
Opløsningsmiddelgenvinding og miljøoverholdelse
Opløsningsmiddelbaseret dybtryk genererer betydelige mængder opløsningsmiddelfyldt udsugningsluft fra tørreenhederne. Lovmæssige krav i de fleste lande kræver, at disse emissioner skal kontrolleres - enten gennem et opløsningsmiddelgenvindingssystem (adsorption af aktivt kul efterfulgt af damp- eller nitrogendesorption for at regenerere opløsningsmidlet til genbrug) eller et termisk oxidationsmiddel (RTO — regenerativt termisk oxidationsmiddel), der forbrænder opløsningsmiddeldampen og vand til CO₂. En presse uden et integreret opløsningsmiddelstyringssystem kan enten ikke lovligt operere på et reguleret marked eller vil kræve en betydelig yderligere kapitalinvestering i miljøkontrol. Når du vurderer ethvert dybtrykskøb, er specifikationen af reduktions- og genvindingssystemet et kritisk punkt for due diligence - både for overholdelse af lovgivningen og for økonomien ved genbrug af opløsningsmidler, hvilket kan opveje en meningsfuld del af blækforbrugsomkostningerne ved høje produktionsvolumener.
Blæksystemkompatibilitet: Opløsningsmiddel vs. vandbaseret
De fleste dybtrykspresser, der i øjeblikket er i drift, bruger opløsningsmiddelbaseret blæk, som giver den højeste printkvalitet og de hurtigste tørrehastigheder ved hastighed. Lovgivningsmæssigt pres på VOC-emissioner og brandejers bæredygtighedsforpligtelser driver imidlertid betydelige investeringer i vandbaserede dybtryksfarvesystemer. Vandbaseret dybtryk kræver modificerede tørresystemer (højere luftvolumen og temperatur for at fordampe vand i stedet for opløsningsmiddel), korrosionsbestandige blækcirkulationskomponenter og omformulerede blæksystemer, der kan matche viskositetsadfærden og pressehastigheden for opløsningsmiddelblæk. Nye pressekøb på markeder med strenge emissionsbestemmelser specificeres i stigende grad for vandbaseret blækkompatibilitet fra starten, og nogle større emballageprintere eftermonterer eksisterende opløsningsmiddelpresser til vandbaseret drift. Når man specificerer en ny maskine, har det væsentlige konsekvenser for både maskinspecifikationen og den langsigtede blækforsyningsstrategi, hvis man afklarer, om pressen er designet til kun at bruge opløsningsmiddel, kun vandbaseret eller med dobbelt funktion.


Produktkategorier
Anbefalede nyheder
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Inspektionsoprulningsmaskine forklaret: Hvordan det virker, og hvad du skal kigge efter, når du køber
2026-05-26Sådan fungerer en dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer (og hvorfor det betyder noget)
Anbefalede produkter
De mange forskellige modeller for at imødekomme udviklingsbehovene i forskellige regioner i verden.


Send os besked lige nu!
hurtige links
Produkter
Kontakt os
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Fortrolighed
Fortrolighed