 engelsk
engelsk 中文简体
中文简体Dekorative papirdybtryksmaskiner: En komplet køber- og brugervejledning
Dekorativt papir - det trykte overflademateriale, der bruges i møbler, gulve, skabe, vægpaneler og laminatprodukter - kræver et niveau af mønsterkonsistens, farvepræcision og produktionsgennemstrømning, som kun én trykteknologi leverer pålideligt i industriel skala: dybtryk. En dekorativ papirdybtryksmaskine er et højt specialiseret stykke kapitaludstyr, der sidder i centrum af den dekorative overfladeindustri, der producerer trækorn, sten, tekstil og abstrakte mønstre, der optræder på milliarder af kvadratmeter lamineret produkt hvert år. Denne vejledning dækker alt, hvad en køber, fabriksleder eller produktionsingeniør har brug for at forstå om disse maskiner – hvordan de fungerer, hvad de vigtigste specifikationer betyder, hvordan man vurderer leverandører, og hvad der adskiller højtydende udstyr fra maskiner, der kæmper for at opfylde dekorative papirs høje kvalitetskrav.
Hvorfor dybtryk dominerer dekorativ papirproduktion
Dekorativt papir har specifikke printkrav, der eliminerer de fleste konkurrerende printteknologier fra praktiske overvejelser. Mønstrene skal gengives med mikroskopisk konsistens på tværs af rulle efter rulle - en trækornsgentagelse, der skifter 0,1 mm mellem to ruller, der bruges på tilstødende paneler i et køkkenskab, bliver umiddelbart synlig som en mismatch defekt. Farver skal forblive identiske på tværs af produktionsserier adskilt af uger eller måneder, fordi dekorativt papir er en komponent i et større produktsystem, hvor paneler, kanter og matchende elementer produceres fra forskellige produktionsbatcher. Og gennemstrømningen skal være høj nok til at retfærdiggøre omkostningerne ved det involverede specialiserede papirsubstrat, cylindergravering og blæksystemer.
Dybtryk — teknologien, der bruges i dekorative dybtryksmaskiner til papir — opfylder alle disse krav gennem sin grundlæggende proces: blæk opbevares i mikroskopiske celler graveret direkte ind i en forkromet kobbercylinder, overskydende blæk tørres af cylinderoverfladen med en rakel, og den resterende blæk i cellerne overføres til papirsubstratet under tryk fra en trykvalse. De indgraverede celler er permanente - de ændrer sig ikke mellem aftryk - så mønstergeometrien er mekanisk fikseret i cylinderen. Dette producerer mønster-til-mønster registrering og gentagelsespræcision, som ingen anden printproces kan matche ved tilsvarende produktionshastigheder.
Til sammenligning bruger flexografisk tryk gummi- eller fotopolymerplader, der udviser dimensionsændringer med temperatur- og trykvariationer, hvilket giver lavere geometrisk præcision. Inkjet- og digitale printteknologier tilbyder fleksibilitet, men kan i øjeblikket ikke matche dybtryks kombination af overfladedækningstæthed, slidbestandig blækpålægning og produktionshastigheder på over 200 meter i minuttet. Til produktion af dekorativt papir i store mængder er dybtryk ikke blot den foretrukne teknologi - det er den eneste teknologi, der opfylder de kombinerede krav til applikationen i kommerciel skala.
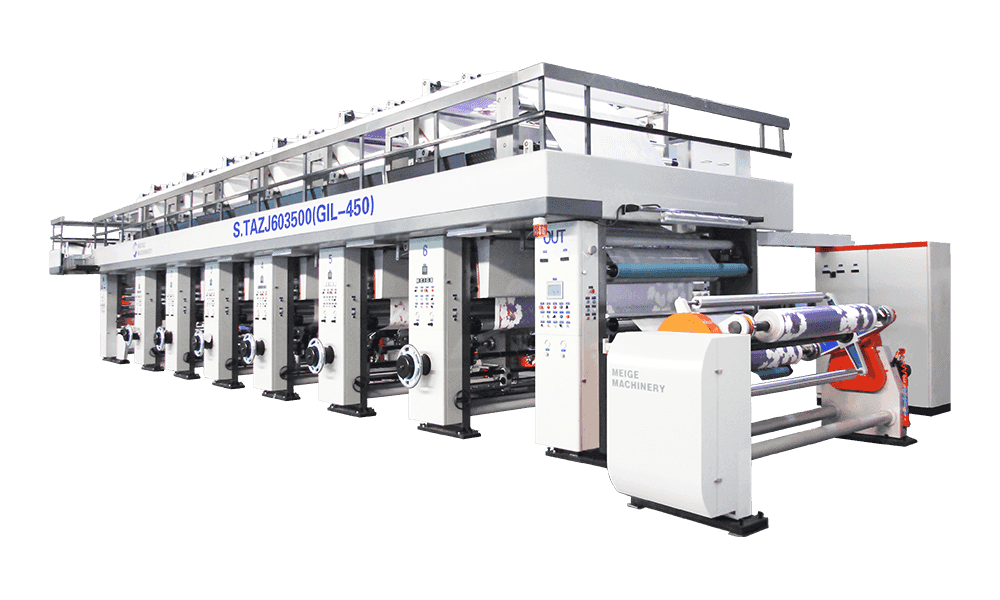
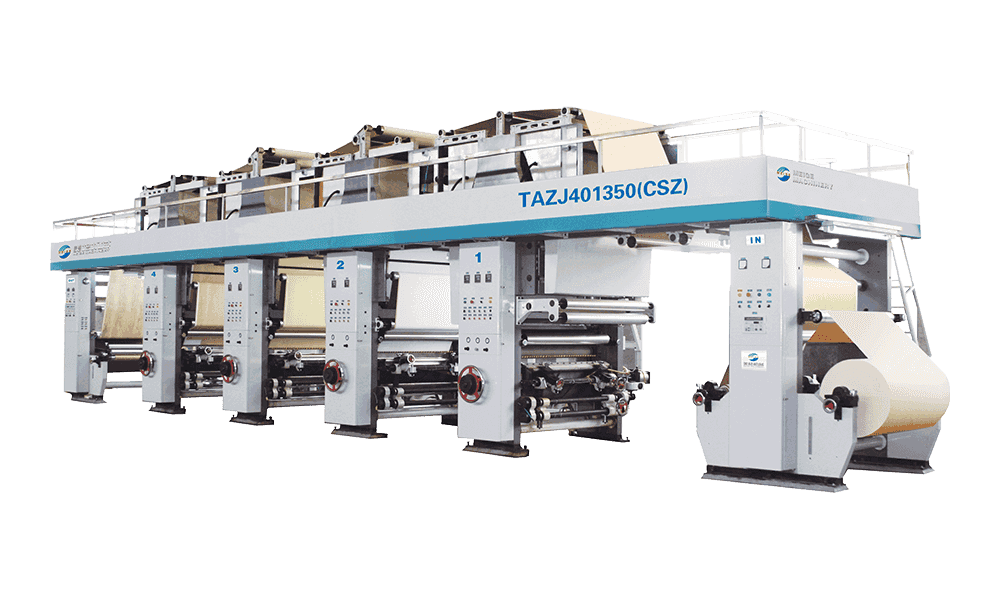
Sådan fungerer en dekorativ papirdybtryksmaskine
Forståelse af driftsprincippet for en dybtryksmaskine til dekorativt papir kræver, at man følger papiret og blækket gennem hvert trin af maskinen fra afvikling til tilbagespoling. Processen er kontinuerlig - papirsubstratet bevæger sig som en ubrudt bane fra fremføringsrullen gennem hver printstation og alle eftertrykbehandlingssystemer, før det vikles ind i den færdige outputrulle.
Web Feed og Tension Control System
Papirsubstratet - typisk dekorativt basispapir af alfa-cellulose med basisvægte fra 50 til 130 g/m² afhængigt af anvendelsen - lægges som en rulle med stor diameter på afrulningsstativet ved indgangen til maskinen. Professionelle dekorative papirdybtrykspresser bruger flyvende splejsnings- eller stødsplejsningssystemer, der gør det muligt at udskifte udtømte ruller med nye ruller uden at stoppe maskinen, hvilket opretholder kontinuerlig produktion over længere kørsler. Spændingskontrol i hele maskinen styres af danservalser og vejecelle-feedback-systemer, der opretholder konstant banespænding på tværs af alle printstationer uanset hastighedsændringer, reduktion af rullediameter eller variation af substrategenskaber. Konsistent banespænding er afgørende for registreringsnøjagtighed - variationer får banen til at strække sig ujævnt, hvilket ændrer printpositionen i forhold til cylindergentagelsen.
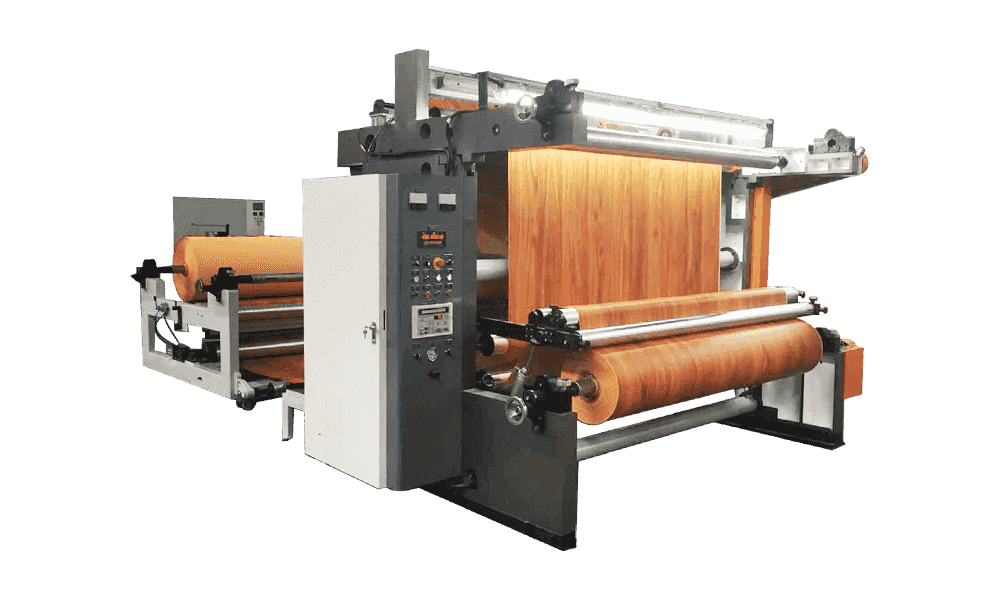
Trykstationen: Cylinder, Doctor Blade og Impression Roller
Hver farve i det dekorative mønster kræver en dedikeret trykkestation. En standard dekorativ papirdybtryksmaskine har mellem 4 og 12 trykstationer, der er arrangeret på linie, hvor papirbanen passerer gennem hver station sekventielt. Hver station indeholder tre primære komponenter: dybtrykscylinderen, rakelsamlingen og aftryksvalsen.
Dybtrykscylinderen er hjertet i processen. Det er et stålbaserør kobberbelagt til en tykkelse på cirka 100-150 mikron, hvorpå cellemønsteret er indgraveret ved hjælp af et elektromekanisk graveringshoved eller kemisk ætsningsproces. Efter gravering er kobberoverfladen forkromet til en hårdhed på ca. 900-1000 Vickers for at modstå slid fra rakel og blækkontakt. Cellerne rummer specifikke mængder blæk - celledybde og åbningsdiameter styrer blækketæthed og dækning. Til dekorative papiranvendelser varierer cylinderomkredsene typisk fra 600 mm til 1200 mm, svarende til gentagelseslængden af mønsteret.
Rakelen er en tynd stål- eller polymerklinge, der ligger an mod den roterende cylinderoverflade under kontrolleret tryk og tørrer blæk fra landområderne mellem cellerne, mens blæk efterlades i selve cellerne. Doctorbladvinkel, kontakttryk, materiale og oscillationshastighed påvirker alle udskriftskvaliteten og cylinderens levetid. Aftryksvalsen - en gummibeklædt stålrulle placeret over for cylinderen - presser papirbanen mod den farvede cylinderoverflade med kontrolleret kraft og overfører blækket fra cellerne til papiret. Tryktrykket bestemmer blækoverførselseffektiviteten og justeres for forskellige papirabsorbanser og blækviskositeter.
Blæktilførsel og viskositetskontrol
Blæk leveres til trykkeriet med et lukket cirkulationssystem, der pumper blæk fra et reservoir gennem en blækbakke under dybtrykcylinderen. Cylinderen roterer gennem blækbakken og fylder de indgraverede celler med blæk før aftørringscyklussen. Blæk, der tørres af cylinderoverfladen, vender tilbage til reservoiret via en returkanal, der opretholder en kontinuerlig cirkulation, der forhindrer blæk i at tørre i bakken og holder blækegenskaberne ensartede. Automatiske viskositetskontrolsystemer - typisk baseret på efflux-kopmåling med automatiseret opløsningsmiddeldosering - opretholder blækviskositeten inden for ±0,5 sekunder fra målværdien under hele produktionskørslen. Viskositetsdrift er en af de primære årsager til farveskift i dybtryk, og automatisk kontrol eliminerer den manuelle måling og justeringsbyrde fra operatøren.
Tørresystem mellem trykkestationer
Mellem hver trykstation passerer den trykte bane gennem en tørretunnel, hvor opløsningsmiddel eller vand fra blækket fordampes, før den næste farve påføres. Fuldstændig tørring mellem stationerne er afgørende for farve-over-farve registreringsnøjagtighed - vådt blæk fra den første station, der overføres tilbage til den anden cylinder (kaldet back-trapping) forårsager farvekontamination og cylinderkontamination, der hurtigt forringer printkvaliteten. Dybtrykspresser til dekorativt papir bruger varmluftstødstørresystemer med temperaturkontrollerede luftstråler rettet mod begge overflader af banen. Tørretemperaturer for opløsningsmiddelbaseret blæk varierer typisk fra 60°C til 120°C; vandbaserede blæksystemer kræver højere temperaturer eller infrarød tilskud for at opnå tilsvarende fordampningshastigheder. Opløsningsmiddeldampe, der udvindes fra tørretunnelerne, opsamles af opløsningsmiddelgenvinding eller termiske oxidationssystemer, der kræves for miljøoverholdelse i de fleste jurisdiktioner.
Nøglespecifikationer, der skal evalueres, når du køber en dybtryksmaskine til dekorativt papir
Dekorative papirdybtrykspresser er specificeret på tværs af en række parametre, der tilsammen definerer maskinens kapacitet, kapacitet og egnethed til specifikke produktionskrav. Følgende specifikationer er de mest kommercielt og teknisk betydningsfulde ved vurdering af udstyrsmuligheder.
| Specifikation | Typisk rækkevidde | Hvad det betyder for produktionen |
| Udskriftsbredde | 1000-2200 mm | Bestemmer maksimal papirrullebredde og produktionsgennemstrømning pr. gennemløb |
| Maksimal produktionshastighed | 80–300 m/min | Indstiller outputkapacitetsloft; praktisk hastighed afhænger af blæk og underlag |
| Antal trykkestationer | 4-12 farver | Begrænser mønsterets kompleksitet; flere stationer muliggør rigere design |
| Cylinders gentagelseslængde | 400-1500 mm | Bestemmer maksimal ikke-gentagende mønsterlængde for træ-/stendesigns |
| Registreringsnøjagtighed | ±0,1–0,3 mm | Farve-til-farve justering præcision; kritisk for fine detaljemønstre |
| Blæksystemkompatibilitet | Opløsningsmiddel / vandbaseret / UV | Bestemmer blækmuligheder, VOC-overensstemmelse og tørresystemtype |
| Substratbasisvægtområde | 40–180 g/m² | En række papirvægte, som maskinen kan håndtere uden problemer med webhåndtering |
| Afrul/tilbagepol rullediameter | 800-1500 mm | Større ruller reducerer splejsningsfrekvensen og forbedrer produktionseffektiviteten |
Udskrivningsbredde: Matchende maskinkapacitet til markedskrav
Udskrivningsbredden er den mest effektive specifikation for produktionsoutput, fordi den bestemmer, hvor meget færdigt papir, der produceres pr. meter bane, der køres gennem maskinen. En 1600 mm bred presse, der kører med 150 m/min, producerer 1440 m² trykt papir i timen før opskæring. Den samme kørsel ved 1000 mm bredde producerer kun 900 m² i timen - en 37 % reduktion i output fra samme maskinhastighed. De fleste dekorative papirdybtryksmaskiner beregnet til møbel- og gulvpanelproduktion fungerer ved trykbredder mellem 1250 mm og 1800 mm, hvilket matcher standardbredderne på substratrullerne leveret af dekorative papirproducenter. Bredere maskiner producerer mere output, men kræver forholdsmæssigt tungere og dyrere cylindre, rakler og aftryksruller og stiller større infrastrukturkrav til produktionsanlægget.
Registreringssystem og farvejusteringsnøjagtighed
Registreringsnøjagtighed - den præcision, hvormed hver farve placeres i forhold til de andre - er uden tvivl den mest kvalitetskritiske specifikation i en dekorativ dybtrykspresse. Moderne professionelle maskiner opnår registerstyring med lukket sløjfe ved hjælp af kamerabaserede registreringsmærkeregistreringssystemer, der overvåger printpositionen af hver farvestation i realtid og foretager mikrojusteringer af cylinderfasepositionen gennem servodrevne korrektionsaktuatorer. Disse systemer kan detektere og korrigere registreringsfejl på 0,05 mm eller mindre, og opretholde justering på tværs af hastighedsændringer, temperaturvariationer og rulleændringer. Entry-level eller ældre maskiner, der anvender open-loop registreringssystemer, er afhængige af manuel operatørjustering og kan ikke opretholde den samme justeringspræcision, især i indkøringsperioder efter hastighedsændringer eller ved høje produktionshastigheder, hvor webdynamikken bliver mere kompleks.
Dybtrykscylindre til dekorativt papir: gravering, specifikationer og styring
I dekorativt papirdybtryk er cylinderen den væsentligste tilbagevendende omkostnings- og kvalitetsvariabel uden for selve maskinen. Forståelse af cylinderspecifikationer, graveringsmetoder og livscyklusstyring er afgørende for at kontrollere produktionsøkonomi og opretholde printkvaliteten.
Graveringsmetoder og deres effekt på printkarakterer
To primære graveringsmetoder bruges til dekorative papirdybtrykcylindre. Elektromekanisk gravering (EME) bruger en stift med diamantspids drevet af en elektromagnetisk aktuator til at skære individuelle celler ind i kobberoverfladen med hastigheder på op til 8.000 celler i sekundet. Stiftens dybde og bredde varieres for at producere celler med forskellige volumener, hvilket muliggør tonal graduering på tværs af mønsteret. EME-gravering producerer meget præcis cellegeometri med ensartet form, hvilket gør den til standarden for højopløselige dekorative mønstre, der kræver fine teksturdetaljer - realistiske træporestrukturer, stenoverfladekorn og fine tekstilvævninger.
Lasergravering - specifikt laserablation af kobberoverfladen - er et alternativ, der vinder frem i produktion af dekorative papircylindre. Lasergravering muliggør mere komplekse cellegeometrier, herunder underskårne celler og varierende celleformer inden for en enkelt cylinder, hvilket muliggør blækfrigivelseskarakteristika, som EME ikke kan replikere. Lasergraverede cylindre kan opnå printeffekter, der i højere grad efterligner den naturlige mikrotekstur af træ- og stenoverflader, hvilket er kommercielt vigtigt for avancerede dekorative papiranvendelser. Kapitalomkostningerne for lasergraveringsudstyr er højere end EME, men driftsomkostningerne pr. cylinder er lavere, og den større geometriske fleksibilitet giver designdifferentieringsfordele.
Cellevolumen og skærmstyring
Cellevolumen - målt i milliarder kubikmikron (BCM) pr. kvadrattomme eller i kubikcentimeter pr. kvadratmeter (cm³/m²) - bestemmer mængden af blæk, der afsættes pr. arealenhed af den trykte overflade. Til dekorativt papirdybtryk er cellevolumen typisk højere end for publikations- eller emballeringsdybtryk, fordi dekorativt papir kræver en tæt, uigennemsigtig blækfilm, der fuldt ud dækker det hvide basispapir og modstår efterfølgende overfladebehandlingsprocesser, herunder imprægnering og presning til laminater. Fuldtoneområder med dekorative papirmønstre bruger typisk celler med volumener på 25-45 BCM, mens højlys- og teksturområder bruger mere lavvandede celler på 8-18 BCM. Skærmkontrol - antallet af celler pr. lineær tomme eller centimeter - påvirker finheden af detaljer, der kan gengives. Dekorative papircylindre bruger typisk skærmudslag på 70 til 120 linjer pr. centimeter, med finere linier, der bruges til gengivelse af trækorn og stenmønster i høj opløsning.
Cylinders livscyklus og renovering
En dybtrykscylinder til dekorativ papirproduktion repræsenterer en betydelig investering - typisk €3.000 til €15.000 pr. cylinder afhængigt af størrelse, graveringskompleksitet, og om cylinderen ejes eller lejes gennem en cylinderleverandørservice. Den kromoverflade, der beskytter det indgraverede kobber, slides gradvist gennem rakelkontakt, med slidhastighed afhængig af rakelmateriale, kontakttryk, blækslibeevne og produktionshastighed. En velstyret cylinder på en moderne dekorativ papirdybtrykspresse opnår typisk 50.000 til 150.000 lineære meter tryk, før kromslid reducerer printkvaliteten til et uacceptabelt niveau. På det tidspunkt bliver cylinderen fjernet fra sine krom- og kobberlag, genkobberet, gengraveret og genforkromet - en renoveringscyklus, der kan gentages flere gange på det samme stålbaserør, hvilket reducerer de effektive levetidsomkostninger for cylinderaktiver markant.
Blæksystemer til dekorativt papir dybtryk
Blæksystemet, der bruges i en dekorativ papirdybtryksmaskine, er en kritisk procesvariabel, der påvirker udskriftskvaliteten, farveskalaen, tørreydelsen, overholdelse af miljøet og det færdige trykte papirs egnethed til efterfølgende behandlingstrin. Tre hovedtyper af blæksystem anvendes til fremstilling af dekorative dybtryk.
Opløsningsmiddelbaseret dybtryksfarve
Opløsningsmiddelbaseret blæk har historisk domineret dekorativt papirdybtryk på grund af deres hurtige tørrehastighed ved høje maskinhastigheder, fremragende vedhæftning til behandlede papiroverflader, høj farvetæthed og stærke modstandsdygtighed over for de efterfølgende højtemperatur- og højtrykslamineringsprocesser, som dekorativt papir gennemgår. Opløsningsmiddelbæreren - typisk toluen, ethylacetat, methylethylketon eller blandinger deraf - fordamper hurtigt i tørretunnelen, hvilket tillader udskrivningshastigheder på 200 m/min selv med flere farvestationer. De primære ulemper er miljø- og arbejdsmiljøpåvirkningen af emissioner af flygtige organiske forbindelser (VOC), som kræver opløsningsmiddelgenvindingssystemer (kondensbaseret eller aktiveret kuladsorption) og overholdelse af stadig strengere luftkvalitetsbestemmelser. De fleste etablerede producenter af dekorativt papir, der driver opløsningsmiddeldybtrykspresser, har investeret i integrerede opløsningsmiddelgenvindingssystemer, der genvinder 90-95 % af de udledte opløsningsmidler til genbrug, hvilket væsentligt reducerer både miljøpåvirkningen og omkostningerne til opløsningsmidler.
Vandbaseret dybtryksfarve
Vandbaseret dybtryk eliminerer VOC-emissionsproblemerne fra opløsningsmiddelsystemer og specificeres i stigende grad af producenter af dekorativt papir, der står over for strammere miljøregulering eller målretter markeder med strenge krav til indendørs luftkvalitet for færdige produkter. Vandbaseret blæk til dekorative dybtryk er blevet væsentligt forbedret i farvetæthed, vedhæftning og tørrehastighed i løbet af det sidste årti, men de udgør stadig tekniske udfordringer sammenlignet med opløsningsmiddelsystemer. Vands fordampningsentalpi er væsentligt højere end for organiske opløsningsmidler, hvilket kræver enten lavere produktionshastigheder, længere tørretunneller, højere tørretemperaturer eller infrarød tilskud for at opnå tilsvarende tørreydelse. Vandbaseret blæk har også højere overfladespænding, hvilket påvirker blækfrigivelsen fra dybtrykceller og kan kræve justering af cellegeometri og aftrykstrykindstillinger. Dybtryksmaskiner, der er specificeret til vandbaseret blækdrift, har forbedrede tørresystemer og modificerede blækcirkulationskomponenter, der er egnede til vandige medier.
UV-hærdende dybtryksfarve
UV-hærdende blæk hærdes ved fotokemisk tværbinding under ultraviolette lamper snarere end ved fordampning af opløsningsmiddel, hvilket i det væsentlige producerer nul VOC-emissioner og næsten øjeblikkelig hærdning. De tilbyder enestående gnidnings- og kemikalieresistens i den hærdede film, hvilket er fordelagtigt til dekorative papirer, der vil møde direkte mekanisk kontakt i lamineringsbehandling eller slutbrug. UV-farver til dybtryk er dog væsentligt dyrere end opløsningsmiddel- eller vandbaserede systemer, og UV-hærdede blækfilm har forskellige fleksibilitetsegenskaber, der skal vurderes i forhold til den deformation, det trykte papir vil gennemgå under imprægnering og presning. UV-dybtrykssystemer til dekorativt papir er et voksende segment, især til premium- og specialapplikationer, men har endnu ikke fortrængt opløsningsmiddelsystemer som den dominerende teknologi til mainstream produktion af store mængder.
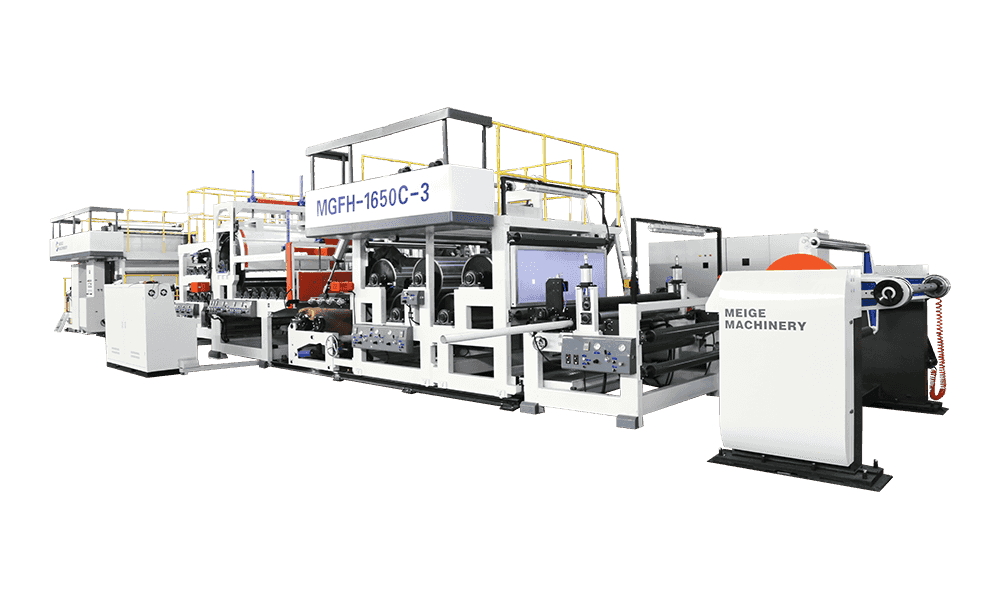
Post-printsystemer på en dekorativ papirdybtrykspresse
Selve trykprocessen er kun en del af, hvad en moderne dekorativ papirdybtryksmaskine gør. For de fleste dekorative papirprodukter er inline eftertryksbehandlingssystemer integreret i pressen for at påføre funktionelle belægninger eller overfladebehandlinger umiddelbart efter trykning og før endelig oprulning.
Inline belægningsenheder
Mange dekorative dybtrykspresser til møbler og gulve inkluderer en eller flere inline-belægningsstationer placeret efter den endelige printstation. Disse påfører en primer, base coat eller overfladebehandlingslag på det trykte papir, mens de stadig er i nettet, hvilket eliminerer en separat offline coating operation. Almindelige inline-belægninger til dekorativt papir omfatter anti-snavs-beskyttende belægninger, der beskytter den trykte blækfilm under rullehåndtering og transport, imprægneringsprimere, der forbehandler papiroverfladen for mere ensartet harpiksoptagelse i efterfølgende imprægneringsprocesser, og funktionelle barrierebelægninger påført til specifikke slutbrugskrav. Den inline-belægningsenhed er typisk en gravurebelægningsstation, der anvender en glat eller anilox-cylinder i stedet for en graveret cylinder, der påfører belægningen med en kontrolleret belægningsvægt over hele papirets bredde.
Webinspektionssystemer
Inline-webinspektionssystemer, der bruger højopløselige linjescanningskameraer og billedbehandlingssoftware, er standard på moderne dekorative dybtrykspressere. Disse systemer scanner 100 % af den printede baneoverflade ved fuld produktionshastighed, sammenligner det levende printbillede med en lagret reference og markerer fejl – registreringsfejl, farvestriber, rakellinjer, cylinderskademærker og substratdefekter – i realtid. Defektpositioner logges med webkoordinater, så operatører kan lokalisere og vurdere markerede områder under tilbagespolingsinspektionen eller nedstrømsbehandlingen. Inspektionssystemets følsomhed kan justeres for at matche defekttolerancestandarden for det produkt, der produceres - højværdi gulvpapirapplikationer kræver typisk strammere defektkriterier end møbelpapir af lavere kvalitet.
Almindelige produktionsproblemer om dekorative papirdybtrykspresser og hvordan man løser dem
At forstå de defekter, der oftest påvirker dekorativt papirdybtryk, hjælper operatører med at diagnosticere problemer hurtigt og implementere de rigtige korrigerende handlinger, hvilket minimerer spild og nedetid.
- Lægebladsstriber (klingelinjer): Fine langsgående striber, der løber i maskinretningen, forårsaget af partikler, der er fanget mellem rakel og cylinderoverflade, klingeskader eller forkert klingekontaktvinkel. Korrigerende handlinger omfatter forøgelse af klingeoscillationsamplitude, kontrol af klingekontakttryk og -vinkel, inspektion af blækfiltrering for forurening og kontrol af cylinderens kromoverflade for huller eller ruhed, der fanger partikler.
- Fejlregistrering mellem farver: Farve-til-farve-justeringsfejl, der er synlige som glorier, farvekanter eller slørede mønsterkanter. Forårsaget af registerkontrolsystemfejl, banespændingsustabilitet, termisk ekspansion af cylindre eller substratstrækningsvariation. Adresser ved at verificere, at kameramålene er rene og godt oplyste, kontrollerer banespændingens konsistens på tværs af maskinen, tillader tilstrækkelig opvarmningstid til termisk stabilisering, og verificerer, at substratets fugtindhold er konsistent fra rulle til rulle.
- Blækdugning og spray: Fine blækdråber aflejret uden for det tilsigtede printområde, mest tydeligt ved høje produktionshastigheder. Forårsaget af blækviskositet for lav, tryktryk for højt eller blækoverfladespænding for lav. Korrigerende handlinger omfatter kontrol og justering af blækviskositeten til specifikationen, reduktion af tryktrykket til det minimum, der kræves for tilstrækkelig overførsel, og gennemgang af blækformuleringen med blækleverandøren, hvis problemet fortsætter på tværs af flere cylinderskift.
- Oversprungne celler (snefnug): Tilfældige lyse pletter i faste printområder forårsaget af blæk, der ikke kan overføres fra individuelle celler til substratet. Typisk forårsaget af papiroverfladeruhed eller lav porøsitet, der forhindrer celleblækkontakt, blækviskositet for høj, aftrykstryk for lavt eller cellekontamination fra tørret blæk. Adresser ved at kontrollere aftrykstrykindstillinger, verificere blækviskositeten er inden for specifikationen, gennemgå substratoverfladeenergiværdier og planlægge cylinderrensning, hvis der er mistanke om opbygning af blækrester.
- Farvevariation inden for en rulle (farvedrift): Gradvist skift i farvetæthed eller farvetone over længden af en produktionskørsel, oftest forårsaget af blækviskositetsdrift, når opløsningsmiddel fordamper fra blækbakken, eller temperaturændringer, der påvirker blækkets reologi. Bekræft, at det automatiske viskositetskontrolsystem fungerer korrekt, kontroller, at blækbakkens temperatur er stabil, og gennemgå blækcirkulationshastigheden for at sikre, at frisk blæk når bakken med en passende hastighed i forhold til forbruget.
- Web pauser: Papirsubstrat rives under udskrivning, hvilket forårsager produktionsstop og materialespild. Forårsaget af spændingsspidser fra splejsningsfejl, for stort tryk på skrøbelige papirkvaliteter, papirfejl i substratrullen eller opbygning af statisk ladning, der forårsager baneafvigelse og omfoldning. Sørg for, at splejsningskvaliteten er verificeret, før hver rullesamling kommer ind i pressen, kontroller aftrykstrykindstillinger for letvægtspapirkvaliteter, implementer statiske elimineringsstænger på kritiske baner, og gennemgå substratkvalitetscertificering fra papirleverandøren.
Evaluering af leverandører af dekorative papirdybtryksmaskiner
En dekorativ papirdybtryksmaskine er en kapitalinvestering på flere millioner dollar med en levetid målt i årtier. Leverandørevaluering fortjener proportional omhu - maskinens kvalitet, de kommercielle vilkår og eftersalgsstøttestrukturen påvirker alle de samlede ejeromkostninger og den operationelle succes af investeringen væsentligt.
- Specifikt referenceinstallationer i dekorativt papir: Dybtrykspresseteknologi deles på tværs af emballage-, publikations- og dekorative papirapplikationer, men en leverandør med dokumenteret erfaring i dekorative papirinstallationer forstår de specifikke krav til denne applikation - brede printbredder, blæksystemer med store mængder, inline-belægningsintegration og kvalitetsstandarderne for den dekorative overfladeindustri. Anmod om referencer til drift af dekorative papirinstallationer og aftal besøg på stedet, før du forpligter dig til en leverandør.
- Accepttestprotokoller og garanterede ydeevnespecifikationer: Enhver købskontrakt for en dekorativ papirdybtryksmaskine bør specificere accepttestbetingelser - produktionshastighed, antal farver, papirkvalitet, blæksystem - og kvantitative ydeevnegarantier for registreringsnøjagtighed, farveensartethed, tørreeffektivitet og defektrater målt under acceptkørslen. Vage ydelsesbeskrivelser i en kontrakt efterlader ingen regres, hvis maskinen yder dårligere efter installationen.
- Tilgængelighed af reservedele og lokal servicedækning: En dybtrykspresse, der er ude af drift og venter på et nyt aftryksrulleleje eller styrepladekomponent, koster langt mere om dagen i tabt produktion end nogen besparelse opnået ved at vælge en billigere maskine eller en leverandør med dårlig reservedelsinfrastruktur. Bekræft, at kritiske reservedele er på lager inden for din forsyningsregion, at leverandøren har uddannede serviceingeniører, der kan nå dit anlæg inden for 24 til 48 timer for kritiske nedbrud, og at leverandørens forretningsstabilitet understøtter et årti plus serviceforhold.
- Digital integration og industri 4.0 parathed: Moderne dekorative papirdybtrykspresseinstallationer interfacer i stigende grad med MES (produktionsudførelsessystemer) på fabriksniveau til produktionsplanlægning, kvalitetsdataindsamling og forudsigelig vedligeholdelse. Bekræft, at maskinens styrearkitektur understøtter OPC-UA eller tilsvarende åbne kommunikationsprotokoller, at produktionsdata er tilgængelige i standardformater, og at leverandøren har en køreplan for softwareopdateringer og digital kapacitetsudvidelse over maskinens levetid.
- Overholdelse af miljøsystemer og certificering: Opløsningsmiddelbaserede dybtryksinstallationer kræver integrerede opløsningsmiddelgenvinding eller termiske oxidationssystemer, der skal overholde lokale miljøgodkendelser. Bekræft, at leverandøren kan levere det komplette miljøsystem som en del af maskinpakken eller har etableret integrationspartnere, at systemet er dimensioneret korrekt til pressens opløsningsmiddeludledningshastighed ved maksimal produktionshastighed, og at leverandøren har erfaring med kravene til godkendelsesprocessen i din driftsjurisdiktion.
Produktkategorier
Anbefalede nyheder
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Inspektionsoprulningsmaskine forklaret: Hvordan det virker, og hvad du skal kigge efter, når du køber
2026-05-26Sådan fungerer en dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer (og hvorfor det betyder noget)
Anbefalede produkter
De mange forskellige modeller for at imødekomme udviklingsbehovene i forskellige regioner i verden.


Send os besked lige nu!
hurtige links
Produkter
Kontakt os
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Fortrolighed
Fortrolighed