 engelsk
engelsk 中文简体
中文简体Dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer: En komplet teknisk og købsvejledning
Hvad er en dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer?
En dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer er en specialiseret industripresse designet til at overføre højopløselige dekorative mønstre - trækorn, stenteksturer, abstrakt geometri, solide farver - til papir-, film- eller foliesubstrater, der efterfølgende bruges til at overfladebehandle paneler såsom MDF, spånplader, krydsfiner og HPL. I modsætning til dybtryk i emballage- eller publikationssektoren er dette udstyr udviklet specifikt til kravene fra møbel-, gulv- og indretningsindustrien, hvor registerpræcision, farvedybde og gentagelseslængdekonsistens er direkte knyttet til den visuelle kvalitet af færdige paneler på forbrugerniveau.
De substrater, der behandles på disse maskiner - typisk dekorativt basispapir, imprægneret papir, PVC-film, PET-film og melaminbelagt slippapir - bliver det visuelle overfladelag af laminatgulvplanker, møbelplader, køkkenskabspaneler, vægbeklædning og dørbeklædning. Dybtrykscylinderen graverer designet i dybder på nogle få mikron og overfører blæk med enestående konsistens på tværs af banebredder, der almindeligvis når 1.600 til 2.200 mm og ved driftshastigheder, der kan overstige 200 meter i minuttet på moderne maskiner. Denne kombination af skala, hastighed og opløsning gør dybtryk til den dominerende printteknologi til fremstilling af dekorative panelefterbehandlingsmaterialer på verdensplan.
Sådan fungerer dybtryksprocessen for dekorative panelpapirer
At forstå mekanikken i dybtryksprocessen hjælper med at forklare, hvorfor den er så velegnet til produktion af træbaserede panelefterbehandlingsmaterialer - og hvorfor de kvalitetskrav, der stilles til maskinen, er så krævende.
Dybtrykscylinderen og cellestrukturen
Kernen i enhver dybtrykspresse er den graverede cylinder. I dekorativt papirtryk er cylindre typisk lavet af en stålkerne med et kobberoverfladelag, der er indgraveret - enten med elektromekanisk stylus eller laser - for at skabe millioner af mikroskopiske celler. Hver celle rummer en præcis mængde blæk, som bestemmes af cellens dybde og areal. Lavere, mindre celler overfører mindre blæk og producerer lysere toner; dybere, større celler overfører mere blæk og producerer tættere farver. For at trækornede mønstre, som kræver ekstremt subtile toneovergange, skal virke realistiske, skal cellegeometrien indgraveres med tolerancer målt i encifrede mikron. Efter gravering er kobberoverfladen forkromet til en hårdhed, der gør, at den kan modstå afslidningen af rakelbladet over millioner af meter underlag uden målbart slid.
Blækoverførsel, Doctor Blade og Impression Roller
Under drift roterer dybtrykscylinderen delvist nedsænket i et blæktrug og oversvømmer alle graverede celler med blæk. En hærdet stål eller komposit rakel - holdt i en præcis vinkel og kontakttryk - tørrer derefter cylinderoverfladen ren og efterlader kun blæk inde i de indgraverede celler. Når substratbanen passerer gennem klempunktet mellem dybtrykscylinderen og en gummibeklædt aftryksvalse, presser aftryksvalsen substratet fast i kontakt med cylinderoverfladen, hvilket tillader kapillærvirkning og tryk at trække blækket ud af cellerne og overføre det til substratet. Aftryksrulletrykket, durometeret (gummihårdhed) og overfladens tilstand er kritiske variabler, som direkte påvirker blækoverførslens ensartethed over hele banens bredde.
Multi-farve udskrivning og registerkontrol
Realistiske træfibre og stenteksturdesign kræver typisk mellem fire og otte farvestationer, der hver udskriver et forskelligt blæklag, der opbygger det endelige design gennem farveadskillelse. Banen passerer gennem hver printstation i rækkefølge, og registreringen mellem stationerne - hvor præcist hvert farvelag flugter med det foregående - skal holdes inden for ±0,1 mm eller tættere for at undgå farvehaloer eller sløring, der ville få mønsteret til at virke urealistisk. Moderne dybtryksmaskiner til dekorativt papir bruger lukkede registerkontrolsystemer, der kontinuerligt overvåger trykte mærker med kamerasensorer og foretager mikrojusteringer i realtid af banespænding og cylinderfase for at kompensere for strækning og termisk udvidelse af underlaget.
Maskinens nøglekomponenter og deres funktioner
En dybtryksmaskine til træbaseret panelefterbehandlingspapir er et komplekst system af indbyrdes afhængige undersystemer. Ydeevnen af den komplette maskine er kun så god som den svageste komponent i kæden. Her er en oversigt over de vigtigste funktionelle systemer og hvad hver især bidrager til printkvalitet og produktionseffektivitet:
| Komponent | Funktion | Kritisk præstationsparameter |
| Slap af / Splejser | Fremfører substratbane fra rulle; muliggør non-stop rulleskift | Splejsekvalitet, spændingskonsistens ved afspænding |
| Indføringsspændingssystem | Etablerer og vedligeholder stabil banespænding, der kommer ind i printstationer | Spændingsensartethed, danserrullens reaktionshastighed |
| Print Station (pr. farve) | Overfører et blæklag via dybtrykscylinder, rakel og trykrulle | Ensartet tryktryk, rakelkontaktvinkel, blækviskositetskontrol |
| Tørre-/hærdningsenhed | Fordamper opløsningsmiddel eller hærder UV-blæk mellem og efter printstationer | Temperaturprofilkonsistens, luftstrømsensartethed, opløsningsmiddelgenvindingseffektivitet |
| Registrer kontrolsystem | Overvåger og korrigerer farve-til-farve justering i realtid | Kameraopløsning, korrektionssvartid, registertolerance |
| Blækcirkulationssystem | Vedligeholder blækviskositet, temperatur og forsyning til hver printstation | Viskositetsstabilitet (±1 sekund DIN4), temperaturkontrol (±1°C) |
| Web guidesystem | Bevarer banens sideposition inden for printstationer | Lateral korrektionsnøjagtighed (±0,5 mm eller bedre) |
| Spol tilbage / Slitter | Vikler færdig trykt bane på udgangsruller; kan omfatte opskæring i bredden | Rullehårdhedskonsistens, kantkvalitet af spalteruller |
Typer af underlag trykt på dekorative paneldybtrykspresser
Udvalget af substrater, der behandles på dybtryksmaskiner til træbaserede panelefterbehandlingsmaterialer, er bredere, end mange uden for industrien er klar over. Hver substrattype har særskilte egenskaber, der påvirker maskinopsætning, blækkemi, krav til tørring og spændingsstyring.
Dekorativt basispapir
Dekorativt basispapir - også kaldet dekorpapir eller overlaypapir - er det mest udbredte substrat i denne sektor. Det er et specialfremstillet papir med høj opacitet, kontrolleret porøsitet og dimensionsstabilitet, typisk i gramvægtsintervaller på 60 til 130 g/m². Efter dybtryk imprægneres dette papir med melamin eller urea-formaldehydharpiks og presses på MDF- eller spånpladesubstrater under varme og tryk for at skabe den færdige paneloverflade. Papiret skal acceptere opløsningsmiddelbaseret dybtryk med høj absorptionsensartethed for at sikre farvekonsistens; variationer i papirporøsitet på tværs af banebredden udmønter sig direkte i tryktæthedsvariationer, der er synlige på det endelige laminerede panel.
PVC dekorativ film
PVC-film er meget brugt som efterbehandlingsmateriale til møbelkomponenter, dørpaneler og profilindpakningsapplikationer. Dybtryk på PVC-film kræver blæksystemer, der er formuleret specifikt til plastificeret PVC for at forhindre blækmigrering over tid - et fænomen, hvor blødgørere i PVC'en migrerer ind i blæklaget, hvilket forårsager farveskift og adhæsionstab i løbet af produktets levetid. PVC-filmsubstrater er også mere følsomme over for varme end papir, hvilket kræver omhyggelig styring af tørretemperaturer og banehastighed for at undgå termisk forvrængning.
PET og OPP film
Polyester (PET) og orienteret polypropylen (OPP) film bruges til efterbehandlingsapplikationer med højere ydeevne, hvor der kræves større modstandsdygtighed over for fugt, slid og kemikalier sammenlignet med PVC eller papir. Disse film har meget lav overfladeenergi og kræver coronabehandling inline eller før trykning for at hæve overfladeenergien til niveauer, der er tilstrækkelige til blækvedhæftning. Dybtryk på PET og OPP kræver også præcis spændingskontrol, fordi disse film har lav brudforlængelse og er tilbøjelige til vævbrud, hvis spændingsspidser overstiger filmens trækstyrke.
Imprægneret papir og release liner
Nogle dybtrykskonfigurationer i denne sektor udskriver på præ-imprægneret papir - papir, der allerede er delvist mættet med harpiks - eller på silikonefrigøringsfolier, der bruges i kortcykliske lamineringsprocesser. Disse substrater byder på yderligere udfordringer: imprægneret papir har reduceret blækabsorption sammenlignet med basispapir på grund af harpiksen, der fylder fiberporerne, hvilket kræver justerede blækformuleringer med modificerede tørreprofiler, mens release liners kræver specialiserede blækvedhæftningsstrategier på grund af den energifattige silikoneoverflade.
Blæksystemer, der bruges til dybtryk til panelefterbehandlingspapirer
Blækkemien brugt i en dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer skal opfylde krav, der rækker langt ud over farveudseende. Blækket bliver en permanent bestanddel af det færdige panelprodukt og skal modstå de efterfølgende behandlingsbetingelser - harpiksimprægnering, højtemperaturlamineringspressecyklusser, overfladeslid - uden farveskift, blødning eller delaminering.
Opløsningsmiddelbaseret dybtryksfarve
Opløsningsmiddelbaseret blæk er fortsat den dominerende kemi for dekorativt dybtryk. De bruger flygtige organiske opløsningsmidler - typisk toluen, ethylacetat eller alkoholblandinger - som bæremediet, som fordamper hurtigt i tørreovnene mellem printstationer. Opløsningsmiddelbaseret blæk tilbyder hurtige tørrehastigheder (hvilket muliggør høje pressehastigheder), fremragende flow ind i dybtrykceller (vigtigt for findetaljeret trækornsreproduktion) og stærk vedhæftning til både papir- og filmunderlag. Den primære ulempe er behovet for systemer til genvinding af opløsningsmidler - termiske oxidationsmidler eller aktive kul-adsorptionsenheder - for at opfange og neutralisere VOC-emissioner for at overholde miljøbestemmelserne.
Vandbaseret dybtryksfarve
Vandbaseret dybtryk anvendes i faciliteter med strenge opløsningsmiddelemissionsgrænser, eller hvor produktion af papirsubstrater til fødevaretilstødende applikationer kræver opløsningsmiddelfri forarbejdning. Vandbaseret blæk kræver højere tørreenergiinput end opløsningsmiddel blæk, fordi vand har en meget højere fordampningsvarme, hvilket betyder, at tørreovne skal køre varmere og længere for at opnå tilsvarende tørring ved en given pressehastighed. Dette resulterer typisk i en reduktion på 15-25 % i den maksimale pressehastighed sammenlignet med tilsvarende opløsningsmiddelbaserede operationer. Blækformulering til vandbaseret dybtryk på dekorativt papir kræver også omhyggelig pH-styring og skumkontrol for at forhindre trykfejl.
Krav til harpikskompatibilitet
Et kritisk og ofte overset krav til blæk, der anvendes til dekorative panelpapirdybtryk, er kompatibilitet med imprægneringsharpikserne påført nedstrøms. Når et trykt dekorpapir er imprægneret med melaminharpiks, skal harpiksen trænge gennem de trykte blæklag uden at forårsage farveblødning, blækopløsning eller adhæsionstab mellem blækket og papirfiberen. Blækproducenter formulerer dekorative dybtryksfarver med harpikskompatible bindemidler, der forbliver intakte gennem imprægnerings- og presseprocessen. Konvertere bør altid teste nye blækformuleringer mod de specifikke harpikssystemer, der anvendes i deres nedstrømsimprægneringslinje, før de forpligter sig til fuld produktion.

Maskinkonfigurationsmuligheder for forskellige produktionskrav
Dybtryksmaskiner til træbaserede panelefterbehandlingsmaterialer er tilgængelige i flere konfigurationsformater, hver optimeret til forskellige produktionsskalaer, substrattyper og designkompleksitetsniveauer. At vælge den rigtige konfiguration er en kapitalinvesteringsbeslutning med langsigtede konsekvenser for produktionsfleksibilitet og enhedsøkonomi.
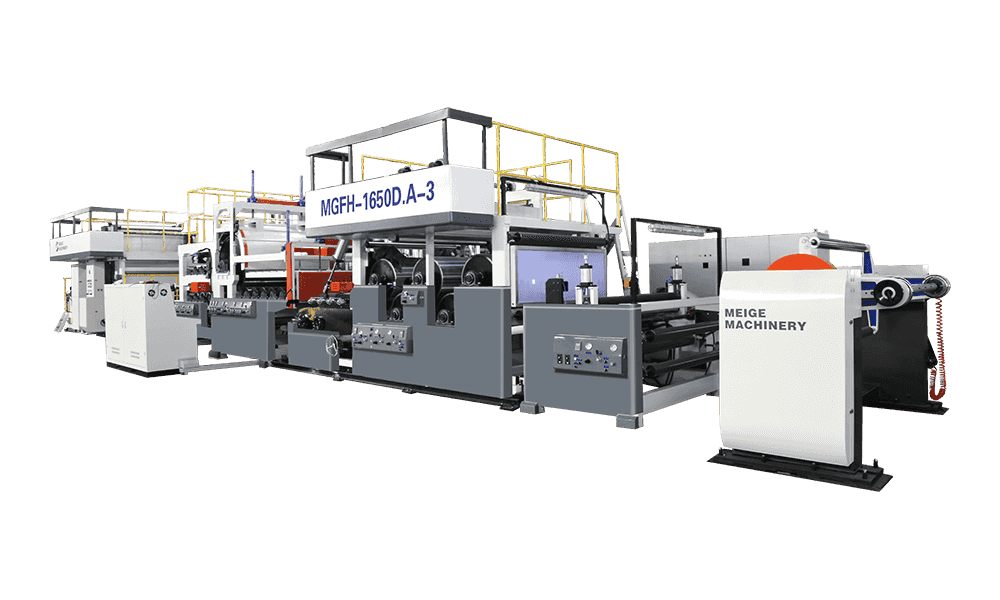
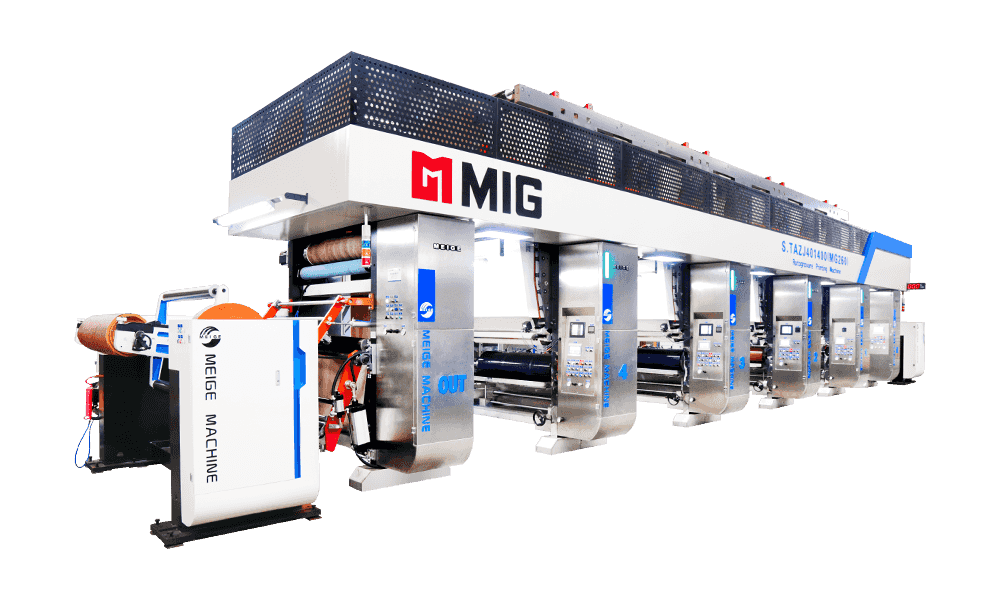
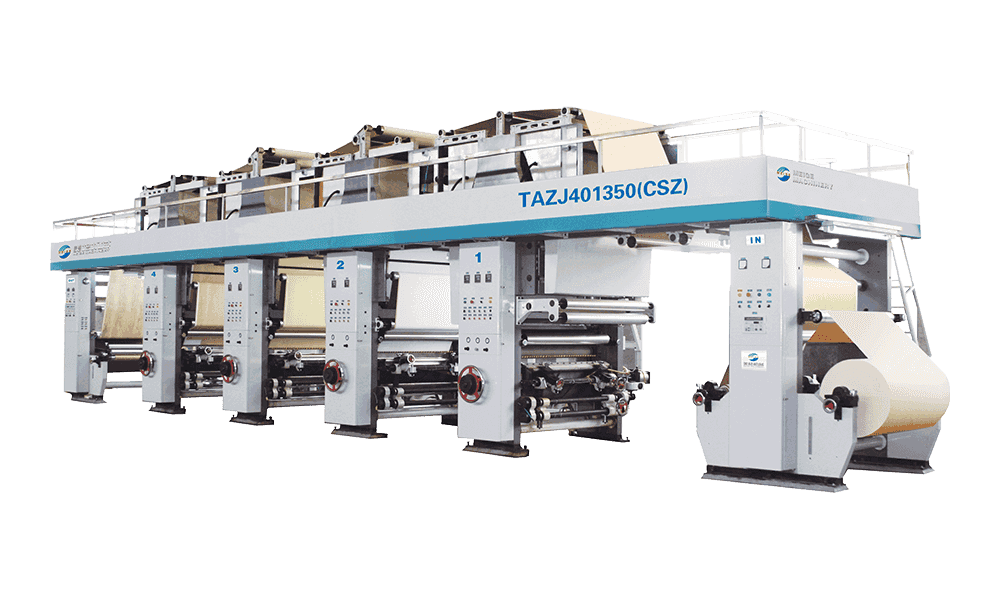
In-line multi-farve presser
In-line-konfigurationen placerer alle printstationer i en vandret rækkefølge, hvor banen bevæger sig fra afvikling gennem hver farvestation til tilbagespoling i en enkelt kontinuerlig bane. Dette er den mest almindelige konfiguration for dekorative papirudskrivninger i store mængder med fire til otte farver. In-line presser tilbyder de højeste produktionshastigheder (op til 250 m/min på moderne maskiner), den strammeste registerstyring og den bedste egnethed til automatiserede farvestyringssystemer, fordi banen er lineær og forudsigelig. Afvejningen er maskinens fysiske fodaftryk - en 8-farvet in-line dybtrykspresse til dekorativt papir kan være 40-60 meter lang, hvilket kræver betydelig gulvplads i trykkeriet.
Tårn (stak) konfigurationspresser
Dybtrykspresser i tårnkonfiguration stabler printstationerne lodret, hvilket reducerer maskinens gulvareal, samtidig med at flerfarvekapaciteten bevares. They are more commonly seen in facilities where floor space is constrained or where the production mix includes shorter runs of multiple designs that require frequent cylinder changes. Den vertikale banesti kan introducere yderligere udfordringer for spændingskontrol og registerstyring sammenlignet med in-line konfigurationer, men moderne servodrevsystemer har i vid udstrækning løst disse problemer på premium-kvalitet tårnpresser.
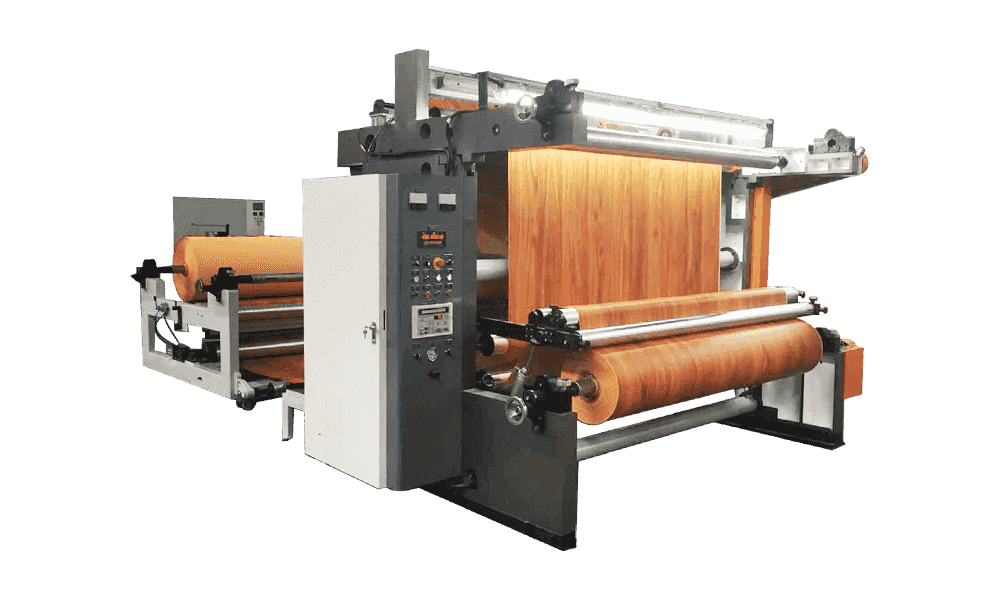
Kombineret dybtryk og belægningslinjer
Mange producenter af efterbehandlingsmaterialer til træbaserede paneler investerer i kombinationslinjer, der integrerer dybtryksstationer med inline-belægningsapplikatorer - typisk til påføring af basisbelægninger, barrierebelægninger eller top-coat-lakker i samme banepas som trykoperationen. This configuration eliminates the need for a separate coating pass, reducing handling, drying time, and the risk of surface contamination between processing steps. Kombinerede linjer er især almindelige i produktionen af PVC- og PET-filmbaserede panelefterbehandlingsmaterialer, hvor der kræves flere funktionelle belægningslag ud over det dekorative tryk.
Kritiske kvalitetsparametre i dekorativt paneldybtryk
De kvalitetsstandarder, der anvendes på dybtrykstrykte panelefterbehandlingsmaterialer, er væsentligt mere krævende end dem for mange andre dybtryksanvendelser, fordi det endelige visuelle resultat bedømmes under intens kontrol i form af en stor, flad paneloverflade, der er oplyst af rivende lys i et udstillingslokale eller hjemmemiljø. Følgende kvalitetsparametre er de mest kritiske at kontrollere:
- Farvetæthed og konsistens: ΔE-farvevariation på tværs af banens bredde og langs maskinretningen bør holdes inden for ΔE ≤ 1,5 (CIE Lab) for førsteklasses dekorative papirkvaliteter. Variationer over denne tærskel bliver synlige som farvestriber eller skyggeforskelle hen over forsiden af et panel. Konsekvent blækviskositet og temperaturstyring er de primære kontroller for denne parameter.
- Register accuracy: For flerfarvede træfibre og stenmønstre skal farve-til-farve register opretholdes inden for ±0,1 til ±0,2 mm under hele produktionsforløbet. Registerdrift ud over dette område producerer synlige farveglorier omkring mønsterelementer, der er umiddelbart synlige på den laminerede paneloverflade.
- Mønster gentag længde konsistens: Dybtrykscylinderens omkreds bestemmer gentagelseslængden af designet - typisk 630 mm til 1.250 mm for dekorative papirmønstre. Enhver variation i gentagelseslængde (forårsaget af spændingsudsving eller cylinderlejespil) skaber uoverensstemmelser ved panel-til-panel samlinger i gulv- eller vægbeklædningsapplikationer, som er meget synlige i det installerede slutprodukt.
- Lægebladsstriber og manglende prikker: Doctorbladfejl - fine kontinuerlige linjer, der løber i maskinretningen - er blandt de mest almindelige dybtryksfejl og blandt de sværeste at fjerne fuldstændigt. De er forårsaget af partikler eller hærdede blækfragmenter fanget mellem bladets kant og cylinderoverfladen. Omhyggelig blækfiltrering, valg af bladmateriale (stål vs. komposit vs. plast) og styring af bladbelastningstryk er de primære kontroller.
- Ink drying completeness: Resterende opløsningsmiddel i den trykte bane - forårsaget af utilstrækkelig tørring mellem eller efter printstationer - fører til blokering (tilstødende lag af den oprullede rulle klæber sammen), farveoverførsel til bagsideruller og dårlig blækvedhæftning efter nedstrømsimprægnering. Resterende opløsningsmiddelniveauer bør overvåges med inline eller offline opløsningsmiddeltest under hele produktionskørsler.
- Overfladeforurening og hickeys: Støvpartikler, papirfibre og tørrede blækpartikler, der lander på substratbanen mellem printstationer, skaber hickeys - små cirkulære defekter med et manglende printcenter omgivet af en ring af kraftig blækaflejring. Renrumsstandarder for pressemiljøet, effektive webrensesystemer og lukkede blæktrug minimerer kontamineringsrelaterede defekter.
Dybtrykscylinderforberedelse og gravering til trækornsmønstre
Dybtrykscylinderen er både det dyreste forbrugsmateriale i den dekorative papirdybtryksproces og den enkelte komponent, der mest direkte bestemmer den visuelle kvalitet af slutproduktet. For wood-based panel finishing material producers, cylinder quality and management represent a significant ongoing operational cost and competitive differentiator.
Design digitalisering og farveadskillelse
Oprettelse af en dybtrykscylinder til et trækorn- eller stenteksturdesign begynder med digital oprindelse i høj opløsning. Natural wood samples or stone surfaces are scanned at resolutions of 600 to 1200 dpi or photographed under controlled lighting conditions to capture the full tonal range of the texture. Denne digitale fil behandles derefter gennem farveseparationssoftware, der opdeler designet i antallet af blæklag, der er planlagt til printjobbet, tildeler hvert lag til en specifik farvestation og genererer graveringsdatafilerne - én pr. cylinder - som vil drive graveringsmaskinen. Kvaliteten af dette farveadskillelsesarbejde bestemmer direkte, hvor realistisk det endelige trykte mønster vil fremstå på paneloverfladen.
Elektromekanisk vs. lasergravering
To graveringsteknologier bruges til dekorative papirdybtrykcylindre. Elektromekanisk gravering bruger en diamantpen drevet af en servomotor til fysisk at skære celler ind i kobbercylinderens overflade med frekvenser på op til 8.000 celler i sekundet - hvilket producerer celler med en karakteristisk diamant- eller V-rilleform. Laser engraving uses a focused high-power laser beam to ablate material from the cylinder surface, producing cells with steeper walls and more varied shapes that can more accurately reproduce complex tonal gradients. Laser-engraved cylinders are generally preferred for the most demanding decorative paper applications — particularly for reproducing the fine micro-texture of natural wood pore structures — because they offer greater cell geometry flexibility and finer tonal resolution.
Forkromning og Cylinder Life Management
After engraving, the copper cylinder surface is chrome-plated to a Vickers hardness of 900–1000 HV, creating a wear-resistant surface that can withstand the continuous abrasion of the steel doctor blade across millions of meters of substrate. Cylinder life before re-chrome is typically 5–15 million meters of printing, depending on doctor blade type, ink abrasiveness, and press speed. At end of life, cylinders are de-chromed, the copper surface is polished back, and the cylinder is re-electroplated and re-engraved for the next job — making gravure cylinders a depreciable asset that is managed across dozens of production cycles over their working life.
Automation and Industry 4.0 Integration i moderne dekorative papirdybtrykspresser
The latest generation of gravure printing machines for wood-based panel finishing materials incorporates advanced automation and data integration features that significantly improve production efficiency, quality consistency, and traceability compared to machines from even a decade ago.
- Automatiske farvestyringssystemer (CMS): Inline-spektrofotometre eller densitometre måler kontinuerligt trykte farveværdier på tværs af banebredden og justerer automatisk blækforsyning, viskositet og aftrykstryk for at opretholde målfarven inden for specifikationen uden operatørens indgriben. Moderne CMS-systemer kan opnå farvestabilitet inden for ΔE ≤ 0,5 på stabile produktionskørsler.
- Automatisk viskositetskontrol: Viscosity meters at each ink station continuously monitor ink viscosity and automatically add solvent or ink concentrate to maintain target viscosity within ±0.5 seconds (DIN4 cup). Dette eliminerer manuelle viskositetstjek - en vigtig kilde til farvevariationer på mindre automatiserede maskiner.
- Automatisk rakeltryk og vinkeljustering: Servo-controlled doctor blade systems allow blade pressure and contact angle to be set and stored as job parameters in the press control system, enabling repeatable setup from job to job without manual blade adjustment. Nogle avancerede systemer overvåger også knivslid og advarer operatøren, når udskiftning af knive er påkrævet.
- 100 % inline-defektdetektion: High-resolution camera systems operating at press speed scan the full web width for print defects — hickeys, streaks, register errors, missing dots — and flag defective sections of the roll with automatic marking systems so they can be excluded during downstream processing. Dette eliminerer behovet for manuel rulleinspektion og sikrer, at defekt materiale ikke føres til imprægnerings- og lamineringslinjer.
- OEE-overvågning og MES-integration: Moderne pressestyringssystemer logger alle produktionsdata - hastighed, spænding, temperatur, farveværdier, defekthændelser, årsager til nedetid - i realtid til MES-platforme, hvilket muliggør OEE-analyse (Overall Equipment Effectiveness), forudsigelig vedligeholdelsesplanlægning og fuld produktionssporbarhed fra substratrulle til færdig trykrulle.
Førende producenter af dybtrykspresser til dekorative panelefterbehandlingsmaterialer
The market for gravure printing machines for wood-based panel finishing materials is served by a relatively small number of specialized press manufacturers, most of whom have deep experience in both the gravure printing technology and the specific requirements of the decorative panel industry. Følgende virksomheder er blandt de mest etablerede leverandører i denne sektor:
- Bobst Group (Schweiz): Bobsts dybtryksafdeling tilbyder højhastigheds-in-line-pressere med avancerede automatiseringssystemer velegnet til dekorativt papir- og filmtryk. Deres Expert RS 6003 og relaterede platforme bruges i vid udstrækning i højvolumen dekorationspapirproduktion.
- Windmöller & Hölscher (Tyskland): W&H fremstiller dybtrykspresser med stærke kapaciteter inden for fleksibel emballage og tekniske substrater, med konfigurationer, der kan tilpasses til dekorative film- og papiranvendelser.
- Cerutti Group (Italy): Cerutti has a long history in publication and decorative gravure printing, with press platforms specifically designed for wide-web decorative paper production in the furniture and flooring industry.
- Shaanxi Beiren Printing Machinery (Kina): One of the leading Chinese manufacturers of gravure printing equipment for the decorative paper sector, offering both standard and custom-configured wide-web presses targeting the large domestic Chinese decorative panel market as well as export customers.
- UTECO Group (Italy): UTECO producerer højtydende dybtrykspresser med stærke register- og farvestyringssystemer med installationer i dekorative papirudskrivningsfaciliteter i hele Europa, Asien og Amerika.
Nøgleovervejelser ved investering i en dybtrykspresse til fremstilling af panelfinishingmateriale
Køb af en dybtryksmaskine til produktion af træbaseret panelefterbehandlingsmateriale er en af de største kapitalinvesteringer, som en dekorativ papir- eller filmkonverter vil foretage. Følgende evalueringskriterier bør behandles systematisk, før man forpligter sig til en bestemt maskine og leverandør.
Krav til webbredde og hastighed
Definer de maksimale og mindste substratbredder, du skal behandle, og rækken af substrattyper (papir, PVC-film, PET-film) og gramvægte, der skal køres. Dette bestemmer de mekaniske designkrav til trykvalsen, cylinderlejebelastninger, tørresystemkapacitet og banespændingskontrolområde. En maskine, der er specificeret til en enkelt substrattype med én bredde og hastighed, vil altid overgå et mere generaliseret design - men en maskine, der ikke kan rumme hele dit produktsortiment, vil begrænse fremtidig vækst.
Antal farvestationer og designkompleksitet
Evaluer din nuværende og forventede designportefølje for at bestemme det maksimale antal farvestationer, du realistisk har brug for. Tilføjelse af en printstation til en eksisterende maskine er muligt på nogle platforme, men det er altid dyrere og teknisk udfordrende end at angive det korrekte antal stationer på tidspunktet for det oprindelige køb. De fleste dekorative dybtryksoperationer finder, at seks til otte farvestationer giver tilstrækkelig fleksibilitet til hele spektret af træfibre, sten og abstrakte designs i en typisk produktportefølje.
Blæksystemkompatibilitet og miljøoverholdelse
Bekræft, at maskinens tørresystem - uanset om det er termisk genvinding af opløsningsmidler, direkte oxidation eller UV-hærdning - er kompatibelt med de blækkemier, du har til hensigt at bruge, og i overensstemmelse med nuværende og forventede fremtidige VOC-emissionsbestemmelser i din driftsjurisdiktion. Eftermontering af miljøoverholdelse på eksisterende maskiner er kostbare; Det er væsentligt mere økonomisk at specificere den korrekte tørrings- og emissionskontrolteknologi ved maskinkøb.
Eftersalgssupport og tilgængelighed af reservedele
En dybtryksmaskine, der er uplanlagt nedetid, er et ekstremt dyrt aktiv, der står stille. Evaluer hver producents servicenetværksdækning i din region, typiske reservedeles leveringstider for kritiske komponenter (aftryksvalser, rakelholdere, tørresystemkomponenter, servodrev) og tilgængeligheden af fjerndiagnosticering og supportfunktioner. Referencebesøg hos eksisterende kunder hos maskinproducenten i din industrisektor er den mest pålidelige måde at vurdere den virkelige eftersalgsydelse, før du forpligter dig til et køb.
Afsluttende tanker om dybtryk til træbaserede panelefterbehandlingsmaterialer
Dybtryksmaskinen forbliver den endegyldige teknologi til fremstilling af de dekorative papir- og filmsubstrater, der giver træbaserede paneler deres visuelle identitet - de træfibre, stenteksturer og dekorative mønstre, som forbrugerne ser hver dag i deres gulve, møbler og indvendige rum. Ingen anden udskrivningsteknologi kombinerer i øjeblikket den opløsning, hastighed, banebreddeevne og blækpålægningskonsistens, som dybtryk leverer i de produktionsskalaer, der kræves af den globale panelfinishingindustri.
Efterhånden som industrien udvikler sig - med stigende efterspørgsel efter kortere designserier, hurtigere design-til-markedscyklusser og mere bæredygtige blæk- og substratsystemer - tilpasser dybtryksproducenter og dekorative papirkonvertere sig gennem automatisering, digital workflow-integration og blækkemi-innovation. For producenter af træbaserede panelefterbehandlingsmaterialer, som vurderer deres trykteknologistrategi, er en grundig forståelse af dybtryks-kapaciteter, kvalitetsparametre og investeringsovervejelser et vigtigt grundlag for at træffe beslutninger, der vil forme deres produktionskonkurrenceevne i det næste årti og derefter.
Produktkategorier
Anbefalede nyheder
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Inspektionsoprulningsmaskine forklaret: Hvordan det virker, og hvad du skal kigge efter, når du køber
2026-05-26Sådan fungerer en dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer (og hvorfor det betyder noget)
Anbefalede produkter
De mange forskellige modeller for at imødekomme udviklingsbehovene i forskellige regioner i verden.


Send os besked lige nu!
hurtige links
Produkter
Kontakt os
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Fortrolighed
Fortrolighed