 engelsk
engelsk 中文简体
中文简体Dekorativ papirdybtryksmaskine: Sådan fungerer det, nøglekomponenter og købsvejledning
Hvad er en dekorativ papirdybtryksmaskine?
En dekorativ papirdybtryksmaskine - også omtalt som en rotationsdybtryks-dekorationspapirpresse eller dybtryksmaskine til dekorativt papir - er et højhastigheds-, præcisions-web-fremført tryksystem, der er specialbygget til at påføre overflademønstre, træstrukturer, steneffekter, stofdesign og abstrakte dekorative motiver på papirunderlag, der i sidste ende vil blive brugt som overfladeoverflader, gulvmøbler og interiørmøbler. panelfremstilling. Det trykte papir bliver typisk efterfølgende imprægneret med melamin eller andre termohærdende harpikser for at fremstille den færdige dekorative overflade, der ses på laminatgulve, MDF-møbler (medium-density fiberboard), modulære køkkenpaneler og lignende produkter.
Dybtryksprocessen - afledt af det italienske dybtryk, der betyder "indgraveret" - overfører blæk fra mikroskopiske indgraverede celler på overfladen af en roterende kobbercylinder direkte på den bevægelige papirbane. Dybden, diameteren og tætheden af disse celler bestemmer blækvolumen, der afsættes på hvert sted, hvilket muliggør ekstremt fine toneovergange, skarpe mønstergentagelser og farvegengivelse af fotografisk kvalitet, der adskiller dybtrykstrykt dekorativt papir fra papir fremstillet ved flexografiske eller offsettrykmetoder. For en branche, hvor en overbevisende træstruktur eller stentekstur skal kunne modstå mange års forbrugerkontrol på nært hold, er dette niveau af printkvalitet ikke valgfrit – det er det kommercielle grundkrav.
Dybtryksprocessen: Trin-for-trin til dekorativt papir
Forstå rækkefølgen af operationer i en dekorativ papirdybtryksmaskine præciserer, hvorfor specifikke maskinkomponenter er konstrueret, som de er, og hvilke procesparametre, der mest direkte påvirker den endelige printkvalitet.
Webafvikling og spændingskontrol
Trykningsprocessen begynder ved afrulningsstanden, hvor en hovedrulle med dekorativt basispapir - typisk et titaniumdioxidfyldt basispapir med en basisvægt på 60 til 150 g/m² - monteres og føres ind i pressen med kontrolleret spænding. Netspændingskontrol ved afrulningsstationen er kritisk, fordi dekorative basispapir er meget følsomme over for spændingsvariationer: For lidt spænding tillader banen at flagre og vandre sideværts, hvilket forårsager registreringsfejl mellem farvestationer; for meget spænding strækker papiret, forvrænger det trykte mønster og forårsager banebrud. Moderne dekorative papirdybtrykspresser anvender lukket-loop danserrulle- eller vejecellespændingskontrolsystemer, der opretholder banespændingen inden for ±2–5 N/m gennem hele produktionsforløbet.
Blækpåføring ved hver udskrivningsenhed
Hver farve i det dekorative design er trykt på en dedikeret trykkeenhed, der består af tre primære komponenter: dybtrykscylinderen, blækpanden og rakelbladet. Dybtrykscylinderen roterer delvist nedsænket i blækpanden og oversvømmer dens indgraverede cellestruktur med blæk. Når cylinderen roterer ud af blækpanden, fejer et præcisionsslebet rakelblad - typisk hærdet stål eller keramisk spids - hen over cylinderoverfladen, fjerner al blæk fra de ikke-indgraverede landområder og efterlader kun blæk i de forsænkede celler. Cylinderen kommer derefter i kontakt med papirbanen ved aftryksspalten, hvor en gummibeklædt aftryksrulle presser papiret mod cylinderoverfladen med kontrolleret kraft, trækker blæk ud af cellerne ved kapillærvirkning og overfører det til papirsubstratet.
Tørring mellem farvestationer
Mellem hver på hinanden følgende udskrivningsenhed passerer den nyfarvede papirbane gennem en tørretumbler - oftest en varmluftstødstunnel eller infrarød tørrer - for at fordampe opløsningsmidlet eller vandbæreren fra den påførte blæk, før den næste farve påføres. Ufuldstændig tørring mellem stationerne forårsager blækaftagning (hvor vådt blæk fra den forrige station overføres til den næste cylinder i stedet for at blive på papiret), farveforurening og blokering af banen på oprullede ruller. Tørringseffektivitet begrænser direkte produktionshastigheden: den maksimale pressehastighed er den hastighed, hvormed tørretumbleren fuldt ud kan hærde hvert blæklag inden for den tilgængelige opholdstid i tørresektionen.
Multi-farve registrering
Et realistisk træåre- eller marmormønster i dekorativt papir kræver typisk 4 til 8 individuelle farveadskillelser, hver trykt på en separat enhed i præcis registrering med alle andre farver. Registerfejl så små som 0,1-0,2 mm er synlige med det blotte øje i træfibre, hvilket gør registreringskontrol til et af de mest teknisk krævende aspekter af dekorativt dybtryk. Moderne presser anvender CCD-kamerabaserede ARC-systemer (automatic register control), der kontinuerligt læser registermærker, der er trykt ved banekanten, og foretager mikrokorrektioner i realtid til den laterale og periferiske position af hver cylinder for at opretholde nøjagtig farve-til-farve-justering under hele kørslen.
Tilbagespoling og rullefinish
Efter den endelige udskrivningsenhed og tørretumbler, spoles den færdige dekorerede papirbane tilbage på kerner ved tilbagespolingsstationen. Tilbagespolingsspændingskontrol skal være lige så præcis som afviklingsspænding for at forhindre teleskopering, stjernemarkering eller rynkning af den færdige rulle. Mange dekorative papirdybtrykspresser inkorporerer inline kvalitetsinspektionssystemer - stroboskopiske printinspektionskameraer eller spektrofotometriske farvemålehoveder - ved tilbagespolingsstationen for at markere defekter såsom rakelstriber, cylindercelletilstopning, farvedensitetsdrift eller registreringsskift, før det defekte materiale vikles ind i den færdige rulle.
Kernekomponenter i en dekorativ papirdybtryksmaskine
Den tekniske kvalitet af individuelle maskinkomponenter bestemmer direkte printkvaliteten, maskinens oppetid og de samlede ejeromkostninger over udstyrets levetid. Følgende er de komponenter, der væsentligst adskiller premium dekorative papirdybtrykspressere fra alternativer med lavere specifikationer.
Dybtrykscylindre
Dybtrykscylinderen er hjertet i trykprocessen og den komponent, der bestemmer trykkvalitetsloftet mere end noget andet element. I dekorativt papirdybtryk er cylindre typisk konstrueret af en stålbase med et elektroaflejret kobberlag (80-200 mikron tykt), der er indgraveret med cellemønsteret ved hjælp af enten elektromekanisk gravering (stylus-baseret, producerer diamantformede celler) eller lasergravering (producerer mere alsidige celleformer og finere opløsning). Efter gravering er kobberoverfladen forkromet til en hårdhed på 900–1000 HV for at modstå rakelslid, med kromlagtykkelser på 6–8 mikron som standard til dekorative papiranvendelser.
Cellegeometrispecifikationer for dekorative papircylindre spænder typisk fra 150 til 200 linjer pr. centimeter skærmlinje, med celledybder på 20 til 55 mikrometer afhængigt af farven og toneværdien, der gengives. Nøjagtig cellegeometri er afgørende: variationer i celledybde på selv 2-3 mikron skaber målbare farvetæthedsforskelle, der viser sig som synlige bånd eller tonale ujævnheder i områder med flade farvetoner i det trykte design.
Doctor Blade System
Rakelenheden holder og positionerer raklen mod den roterende dybtrykscylinder ved en præcist kontrolleret kontaktvinkel (typisk 55°–65° for dekorative papiranvendelser) og kontakttryk. Klingen skal bevare ensartet kontakt over hele printbredden - som kan nå 2.200-2.800 mm på dekorative papirpresser i bredformat - uden at tillade blæk at lække forbi på noget tidspunkt, samtidig med at der ikke påføres for stort tryk, der accelererer cylinderens kromslid. Moderne rakelholdere bruger pneumatiske eller fjederbelastede klingefastspændingsmekanismer med finjustering af klingevinkel og kontakttryk og inkorporerer oscillationsdrev, der flytter klingesamlingen lateralt med 5-15 mm under udskrivning for at forhindre lokaliserede klinge- og cylinderslidmønstre.
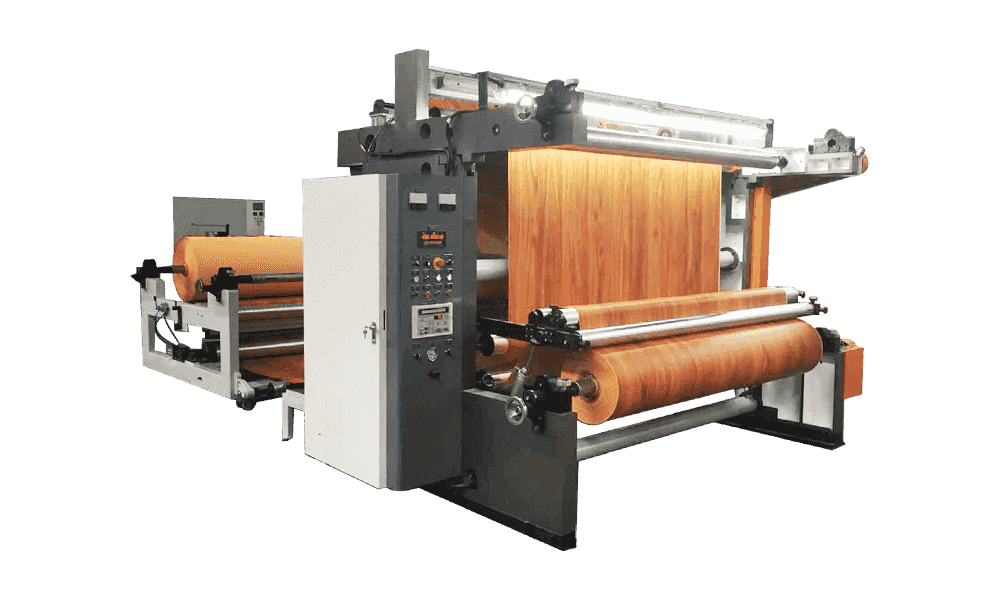
Aftryksrulle
Aftryksvalsen presser papirbanen mod dybtrykscylinderen ved trykspalten for at lette blækoverførslen. Til dekorative papiranvendelser er aftryksruller typisk dækket med polyurethan-gummi med en hårdhed på 60–80 Shore A, valgt for at give tilstrækkelig overensstemmelse til at sikre ensartet nip-tryk over banebredden, samtidig med at de er modstandsdygtige over for de aggressive opløsningsmidler i dybtryksfarver. Aftryksrullekroneprofilering - en lille stigning i rullediameteren mod midten for at kompensere for afbøjning under nipbelastning - er essentiel på dekorative papirpresser med bred bane for at opretholde ensartet tryk over hele substratbredden.
Blækcirkulations- og viskositetskontrolsystem
Dybtryksblæks viskositet styrer direkte blækfilmens vægt, farvetæthed og prikforstærkning i det udskrevne billede. Efterhånden som opløsningsmidlet fordamper fra blækbeholderen under udskrivning, stiger viskositeten - hvilket øger farvetætheden og forårsager potentielt sprængning af rakel eller celletilstopning. Automatiserede blækviskositetskontrolsystemer overvåger kontinuerligt blækviskositeten ved hjælp af in-line viskosimeter (typisk efflux kop eller rotationsviskosimeter baseret) og doserer frisk opløsningsmiddel i blækbeholderen via doseringspumper for at opretholde viskositeten inden for en ±1-2 sekunders tolerance af målværdien under hele pressekørslen. Blæktemperaturen påvirker også viskositeten betydeligt, og nogle højspecifikke presser inkorporerer blæktemperaturkonditioneringssystemer for at eliminere viskositetsdrift forårsaget af variation i omgivelsestemperaturen under lange produktionsserier.

Maskinkonfigurationer: Enkelt-farve vs. multi-farve pressedesign
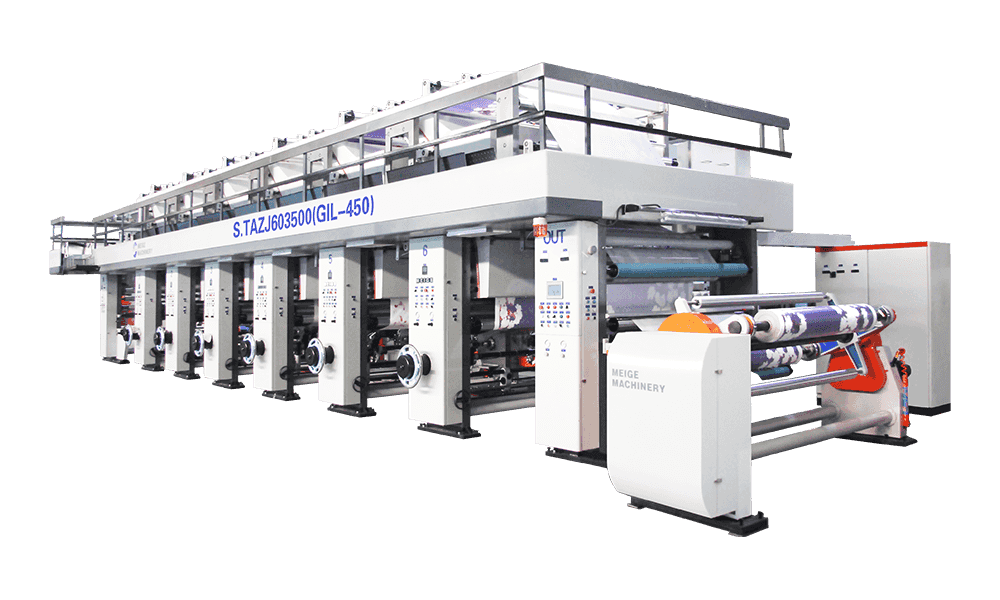
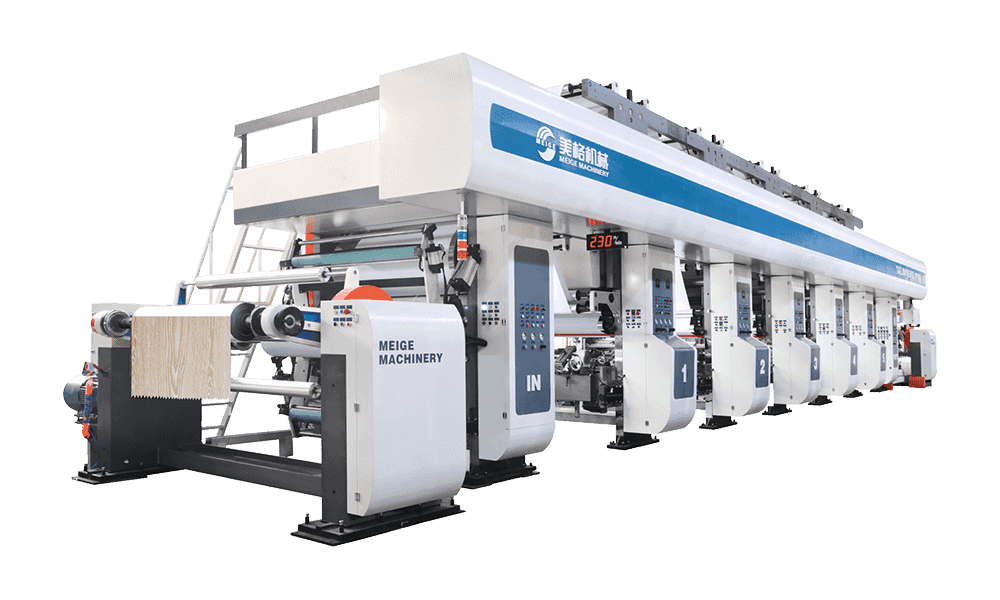
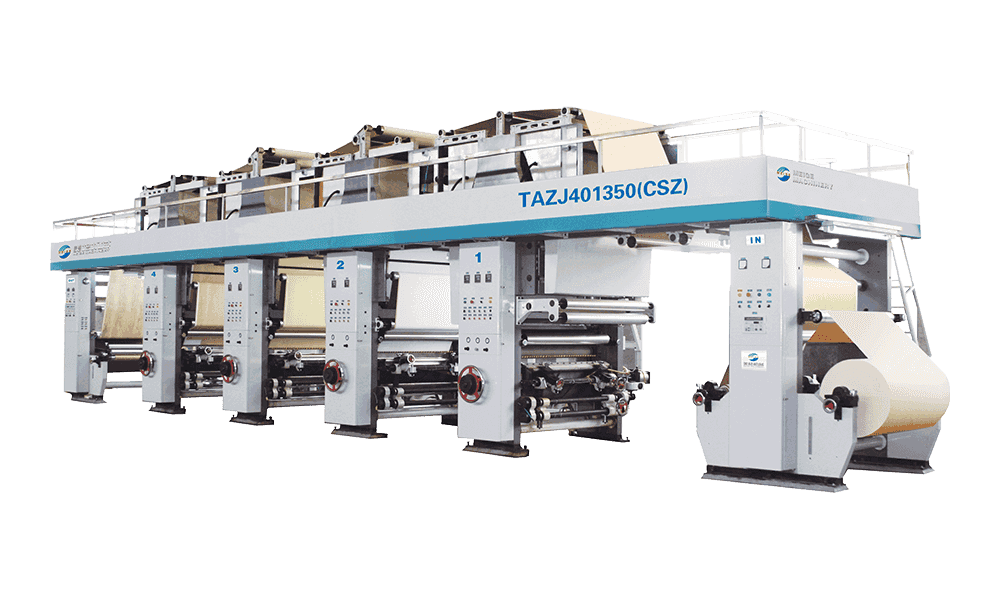
Dekorative papirdybtryksmaskiner fås i konfigurationer lige fra ensfarvede prøvetrykpresser til fuldproduktionspresser med 10 eller flere trykenheder. Den passende konfiguration afhænger af kompleksiteten af de dekorative mønstre, der produceres, og anlæggets produktionsvolumenkrav.
| Konfiguration | Antal enheder | Typisk udskriftsbredde | Hastighedsområde | Primær ansøgning |
| En-enhed proofer | 1 | 600–900 mm | 20–60 m/min | Cylinder proofing, R&D |
| 4-farvet produktionspresse | 4 | 1.300–1.800 mm | 80–150 m/min | Enkelt træåre, ensfarvede designs |
| 6-farvet produktionspresse | 6 | 1.600–2.200 mm | 100–200 m/min | Komplekse trækorn, sten, tekstileffekter |
| 8-10 farver bred-net presse | 8-10 | 2.200–2.800 mm | 150–300 m/min | High-fidelity fotografiske teksturer, store gentagelsesmønstre |
For producenter, der producerer en mangfoldig portefølje af dekorative mønstre - inklusive træfibre, steneffekter, fantasidesign og ensfarvede papirer - repræsenterer en 6-farvet presse den mest kommercielt alsidige konfiguration, der er i stand til at gengive langt størstedelen af markedsstandarddesign uden kapital- og driftsomkostningspræmien for 8- eller 10-enheders maskiner. Wide-web konfigurationer over 2.000 mm printbredde er primært berettiget til højvolumen råvaremønsterproduktion, hvor stordriftsfordele på store ruller opvejer den yderligere kompleksitet ved at administrere bredere webhåndtering.
Blæksystemer til dekorativt papir dybtryk
Det blæksystem, der anvendes på en dekorativ dybtrykspresse, skal opfylde krav, der rækker langt ud over simpel farvegengivelse. Dekorativt papirblæk skal overleve den efterfølgende imprægneringsproces - hvor det trykte papir mættes med flydende melamin-formaldehydharpiks og derefter hærdes ved temperaturer på 160-200°C under højt tryk i en kortcyklus lamineringspresse. Blæk, der ikke er termisk stabilt, eller som er inkompatible med imprægneringsharpiksen, vil bløde, skifte farve eller delaminere under presningen, hvilket giver færdige paneler med uacceptabel printkvalitet.
- Opløsningsmiddelbaseret dybtryk: Historisk set er det dominerende system til dekorativt papirdybtryk, og opløsningsmiddelbaseret blæk bruger toluen, ethylacetat eller blandede opløsningsmiddelsystemer som bærere. De tilbyder hurtig tørring, fremragende farvestyrke og god kompatibilitet med melaminimprægnering. Miljø- og sundhedsbestemmelser om VOC-emissioner har drevet betydelige investeringer i opløsningsmiddelgenvinding og -reduktionssystemer på presser, der bruger disse blæk, hvilket øger anlæggets kapital og driftsomkostninger.
- Vandbaseret dybtryk: Vandbaserede blæksystemer, der i stigende grad anvendes som et alternativ med lavere VOC, kræver mere sofistikerede tørretumblerdesigns (typisk luftpåvirkning med større volumen kombineret med infrarød opvarmning) på grund af den højere latente varme fra vandfordampning sammenlignet med organiske opløsningsmidler. Fremskridt med blækformulering har stort set lukket det historiske ydeevnegab med opløsningsmiddel blæk med hensyn til farveglans, vedhæftning og imprægneringskompatibilitet til dekorative papiranvendelser.
- Varmebestandige pigmenter: Alt blæk til dekorativt dybtryk skal indeholde pigmenter med dokumenteret termisk stabilitet ved lamineringspressetemperaturer. Organiske pigmenter, der er modtagelige for termisk nedbrydning - inklusive visse gule og røde pigmenter - skal erstattes med højere ydeevne alternativer såsom perylenrøde, dioxazinvioler eller nikkelazogule, der bevarer farvenøjagtigheden gennem hele lamineringscyklussen.
Nøglespecifikationer, der skal evalueres ved køb af en dekorativ papirdybtrykspresse
At vælge den rigtige dybtryksmaskine til dekorativ papirproduktion er en kapitalbeslutning med en typisk udstyrslevetid på 15-25 år. Følgende specifikationer og evalueringskriterier bør vurderes systematisk under indkøbsprocessen:
- Maksimal webbredde og printbredde: Angiv den maksimale substratbredde, som pressen skal rumme baseret på dit bredeste dekorative papirrulleformat, og bekræft den maksimale udskriftsbredde - som typisk er 20-40 mm mindre end banebredden for at tillade kantklip og registermærkeområder.
- Maksimal produktionshastighed: Vurder påståede maksimumhastigheder kritisk - maksimal hastighed er kun kommercielt nyttig, hvis tørresystemet kan opnå fuld blækhærdning ved den hastighed med din specifikke blæk- og substratkombination. Anmod om data om tørreydelse ved maksimal hastighed fra presseproducenten.
- Registreringsnøjagtighedsspecifikation: Til dekorative papiranvendelser skal du kræve en registernøjagtighedsspecifikation på ±0,1 mm eller bedre under stabile driftsforhold. Bekræft denne specifikation med henvisning til uafhængige testdata eller kundereferencer i stedet for udelukkende at stole på fabrikantens påstande.
- Cylinderskifttid: I dekorativ papirproduktion er mønsterskift hyppige. Cylinderskiftetid - den tid, der kræves for at fjerne og udskifte alle cylindre og indstille til et nyt mønster - påvirker direkte produktionseffektiviteten og den minimale økonomiske kørselslængde. Moderne hurtigudskiftningscylindersystemer kan opnå fulde 6-farve cylinderskift på under 30 minutter.
- Opløsningsmiddelgenvinding eller -reduktionssystem: Hvis der arbejdes med opløsningsmiddelbaseret blæk, skal du vurdere, om pressen er designet til inline-opløsningsmiddelgenvinding (hvilket reducerer forbruget af rå opløsningsmiddel og driftsomkostninger) eller termisk oxidationsbekæmpelse (som ødelægger opløsningsmiddeldampe, men genererer driftsomkostninger i brændstofforbrug). Bekræft, at rensningssystemets kapacitet svarer til pressens maksimale opløsningsmiddelfordampningshastighed ved fuld produktionshastighed.
- Drivsystem og spændingskontrolarkitektur: Bekræft, at hver printenhed har et uafhængigt digitalt servodrev med lukket sløjfespændingskontrol mellem enhederne i stedet for ældre line-shaft drive-arkitekturer, der er mindre fleksible og sværere at vedligeholde. Servo-drevne presser tilbyder hurtigere klargøring, bedre registerstabilitet under acceleration og deceleration og enklere mekanisk vedligeholdelse.
- Leverandørservicekapacitet og tilgængelighed af reservedele: For en maskine, der repræsenterer flere millioner USD i kapitalinvestering, skal du evaluere producentens lokale serviceteknikerdækning, responstidsforpligtelser og placering af reservedele. For faciliteter i regioner, der ligger fjernt fra maskinproducentens hovedkvarter, skal du bekræfte, om kritiske reservedele - aftryksvalser, rakelholdere, servodrev - opbevares i regionale distributionscentre eller skal sendes fra fremstillingslandet med potentielt lange toldforsinkelser.
Vedligeholdelse bedste praksis for at maksimere maskinens ydeevne og levetid
En dekorativ papirdybtryksmaskine, der drives under et strengt forebyggende vedligeholdelsesprogram, vil konsekvent overgå en nominelt overlegen maskine, der er dårligt vedligeholdt. Følgende vedligeholdelsesdiscipliner er mest kritiske for vedvarende udskriftskvalitet og maskintilgængelighed:
- Tidsplan for inspektion og udskiftning af lægeblad: Lægeblade bør inspiceres ved hvert jobskift og udskiftes efter en fast-interval tidsplan - typisk hver 4. til 8. times driftstid afhængigt af bladets materiale og cylinderens krom hårdhed. En slidt eller afslået rakel viser sig straks som striber, tonale bånd eller blæklækage forbi bladet, og forsinket udskiftning fremskynder cylinderens kromslid uforholdsmæssigt.
- Overvågning af aftryksrullens tilstand: Aftryksrullegummioverflader bør inspiceres ugentligt for ruder, hævelser eller overfladebeskadigelse, og rullehårdhed bør testes mod basislinjemålinger på en kvartalsvis tidsplan. Gummihårdhedsafdrift på mere end ±5 Shore A fra specifikationsværdien kræver, at rullen dækkes igen, før udskriftskvaliteten påvirkes.
- Rengøring af blækpande og cirkulationssystem: Fuldstændig gennemskylning og rensning af blæksystemet mellem mønsterændringer er afgørende for at forhindre farvekontamination og pigmentagglomerering i blækforsyningslinjer og viskositetskontrolbeholdere. Etabler en dokumenteret blæksystemrensningsprotokol med definerede opløsningsmiddelskyllevolumener og acceptkriterier for resterende blækkontamination, før du godkender pressen til næste job.
- Vedligeholdelse af tørretumbler: Varmluftstødstørredyser og luftfordelingsbafler bør rengøres kvartalsvis for at fjerne blæktågeaflejringer, der reducerer luftstrømmens ensartethed og tørreeffektivitet. Infrarød emitter-output bør testes årligt, og nedbrudte emittere skal udskiftes for at opretholde ensartet tørringsenergitæthed over hele banens bredde.
- Webstyring og kalibrering af spændingssystem: Vejeceller og danserrullelejer skal kalibreres og serviceres efter en halvårlig tidsplan for at sikre nøjagtighed af spændingsmåling. Kalibreringsafdrift i spændingskontrolsystemer er en almindelig årsag til kronisk registreringsustabilitet, der fejlagtigt tilskrives cylinder- eller blækproblemer under fejlfinding.
Produktkategorier
Anbefalede nyheder
2026-06-09What You Need to Know Before Buying a Large-Scale Gravure Printing Machine
2026-06-03Inspektionsoprulningsmaskine forklaret: Hvordan det virker, og hvad du skal kigge efter, når du køber
2026-05-26Sådan fungerer en dybtryksmaskine til træbaserede panelefterbehandlingsmaterialer (og hvorfor det betyder noget)
Anbefalede produkter
De mange forskellige modeller for at imødekomme udviklingsbehovene i forskellige regioner i verden.


Send os besked lige nu!
hurtige links
Produkter
Kontakt os
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: No.32 Wujiatou, Qingke Village, Jincheng Street, Lin'an District, Hangzhou City, Zhejiang Province
Copyright © Zhejiang Meige Machinery Co., Ltd. All rights reserved.
 Fortrolighed
Fortrolighed